A mecânica do contínuo não linear forneceu uma lente crítica através da qual entender a concentração de energia que leva à falha em sólidos moles1. No entanto, a predição precisa dessa falha também requer descrições das características microestruturais que contribuem para a criação de novas superfícies na ponta da fissura 2,3. Um método para abordar tais descrições é através da visualização in situ da ponta da fissura durante a falha 4,5. No entanto, o embotamento de rachaduras em testes típicos de fratura de campo distante torna a aquisição de dados in situ desafiadora, espalhando o material altamente deformado, potencialmente fora do campo de visão do microscópio6. O corte em forma de Y oferece uma alternativa única para a visualização microestrutural, pois concentra a região de grande deformação na ponta de uma lâmina7. Além disso, trabalhos anteriores de nosso grupo demonstram que essa abordagem experimental única pode fornecer informações sobre as diferenças na resposta à falha entre o rasgo de campo distante e as condições de carga mediadas por contato7.
O método de corte em forma de Y utilizado no aparelho aqui apresentado foi descrito pela primeira vez décadas atrás como um método de corte para borracha natural8. O método consiste em um corte de lâmina fixa através de uma peça de teste pré-carregada em forma de Y. Na interseção do “Y” está a ponta da rachadura, que é criada antes do teste dividindo uma porção de uma peça retangular em duas “pernas” iguais (Figura 1B e Figura 2D). As principais vantagens deste método de corte incluem a redução das contribuições de atrito para a energia de corte medida, a geometria variável da lâmina (ou seja, a restrição da geometria da ponta da fissura), o controle da taxa de falha (através da taxa de deslocamento da amostra) e o ajuste separado do corte, C e rasgamento, T, contribuições de energia para a energia total Gcortada (ou seja, alterar a energia de falha em excesso de um limiar de corte)8. Estas últimas contribuições são expressas em uma expressão simples e fechada para a energia de corte9
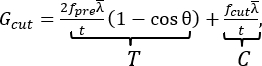 Eqn (1)
Eqn (1)
que utiliza parâmetros selecionados experimentalmente, incluindo a espessura da amostra, t, a deformação média da perna, , a força de pré-carga, f pre, e o ângulo entre as pernas e o eixo de corte, θ. A força de corte, fcut, é medida com o aparelho, conforme detalhado em Zhang et al.9. Notavelmente, o aparelho apresentado aqui inclui um mecanismo novo, simples e preciso para ajustar o ângulo da perna, θ, e garantir que a amostra esteja centralizada. Embora ambos os recursos sejam críticos para uma configuração montada no microscópio, o mecanismo pode beneficiar futuras implementações verticais do teste de corte em forma de Y, aumentando a facilidade de uso.
f pre, e o ângulo entre as pernas e o eixo de corte, θ. A força de corte, fcut, é medida com o aparelho, conforme detalhado em Zhang et al.9. Notavelmente, o aparelho apresentado aqui inclui um mecanismo novo, simples e preciso para ajustar o ângulo da perna, θ, e garantir que a amostra esteja centralizada. Embora ambos os recursos sejam críticos para uma configuração montada no microscópio, o mecanismo pode beneficiar futuras implementações verticais do teste de corte em forma de Y, aumentando a facilidade de uso.
O progresso na determinação dos critérios de falha apropriados para sólidos moles está em andamento desde o sucesso inicial das geometrias de fratura independentes de amostras introduzidas por Rivlin e Thomas10. Taxas críticas de liberação de energia10, leis de zona coesiva11 e várias formas de abordagens de estresse ou energia à distância12,13,14 têm sido utilizadas. Recentemente, Zhang e Hutchens alavancaram a última abordagem, demonstrando que o corte em forma de Y com lâminas de raio suficientemente pequenas poderia produzir condições de falha de limiar para fratura suave7: uma energia de falha de limiar e uma escala de comprimento de limiar para falha que varia de dezenas a centenas de nanômetros em polidimetilsiloxano homogêneo e altamente elástico (PDMS). Esses resultados foram combinados com a modelagem contínua e a teoria de escala para desenvolver uma relação entre corte e rasgo nesses materiais, demonstrando assim a utilidade do corte em forma de Y para fornecer insights sobre todos os modos de falha suave. No entanto, o comportamento de muitas classes de materiais, incluindo materiais dissipativos e compósitos, permanece inexplorado. Prevê-se que muitos deles exibirão efeitos governados pela microestrutura em escalas de comprimento acima do comprimento de onda da luz visível. Portanto, foi desenhado neste estudo um aparelho que permite a caracterização visual próxima desses efeitos durante o corte em forma de Y pela primeira vez (por exemplo, em compósitos, incluindo tecidos moles, ou de processos dissipativos, previstos nas escalas de comprimento micrômetro a milímetro15).
