Nonlinear continuum mechanics has provided a critical lens through which to understand the concentration of energy that leads to failure in soft solids1. However, the accurate prediction of this failure also requires descriptions of the microstructural characteristics that contribute to new surface creation at the crack tip2,3. One method to approach such descriptions is through in situ visualization of the crack tip during failure4,5. However, crack blunting in typical far-field fracture tests makes the acquisition of in situ data challenging by spreading out the highly deformed material, potentially outside the microscope's field of view6. Y-shaped cutting offers a unique alternative for microstructural visualization because it concentrates the region of large deformation at the tip of a blade7. Furthermore, previous work from our group demonstrates that this unique experimental approach can provide insight into the differences in failure response between far-field tearing and contact-mediated loading conditions7.
The Y-shaped cutting method used in the apparatus presented here was first described decades ago as a cutting method for natural rubber8. The method consists of a fixed blade push-cutting through a preloaded Y-shaped test piece. At the intersection of the "Y" is the crack tip, which is created prior to testing by splitting a portion of a rectangular piece into two equal "legs" (Figure 1B and Figure 2D). The primary advantages of this cutting method include the reduction of frictional contributions to the measured cutting energy, the variable blade geometry (i.e., constraint of the crack tip geometry), the control of the failure rate (via the sample displacement rate), and the separate tuning of the cutting, C, and tearing, T, energy contributions to the total energy Gcut (i.e., altering the failure energy in excess of a cutting threshold)8. The latter contributions are expressed in a simple, closed-form expression for the cutting energy9
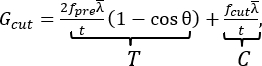 Eqn (1)
Eqn (1)
which uses experimentally selected parameters, including sample thickness, t, average leg strain,  , preload force, fpre, and the angle between the legs and the cutting axis, θ. The cutting force, fcut, is measured with the apparatus as detailed in Zhang et al.9. Notably, the apparatus presented here includes a new, simple, and accurate mechanism for tuning the leg angle, θ, and ensuring the sample is centered. While both features are critical for a microscope-mounted setup, the mechanism may benefit future vertical implementations of the Y-shaped cutting test as well by increasing the ease of use.
, preload force, fpre, and the angle between the legs and the cutting axis, θ. The cutting force, fcut, is measured with the apparatus as detailed in Zhang et al.9. Notably, the apparatus presented here includes a new, simple, and accurate mechanism for tuning the leg angle, θ, and ensuring the sample is centered. While both features are critical for a microscope-mounted setup, the mechanism may benefit future vertical implementations of the Y-shaped cutting test as well by increasing the ease of use.
Progress in determining the appropriate failure criteria for soft solids has been ongoing since the early success of sample-independent fracture geometries introduced by Rivlin and Thomas10. Critical energy release rates10, cohesive zone laws11, and various forms of stress- or energy-at-a-distance approaches12,13,14 have been used. Recently, Zhang and Hutchens leveraged the latter approach, demonstrating that Y-shaped cutting with sufficiently small radius blades could yield threshold failure conditions for soft fracture7: a threshold failure energy and a threshold length scale for failure that ranges from tens to hundreds of nanometers in homogeneous, highly-elastic polydimethylsiloxane (PDMS). These results were combined with continuum modeling and scaling theory to develop a relationship between cutting and tearing in these materials, thus demonstrating the utility of Y-shaped cutting for providing insights into all modes of soft failure. However, the behavior of many material classes, including dissipative and composite materials, remains unexplored. It is anticipated that many of these will exhibit microstructure-governed effects at length scales above the wavelength of visible light. Therefore, an apparatus was designed in this study that allows for the close visual characterization of these effects during Y-shaped cutting for the first time (e.g., in composites, including soft tissues, or of dissipative processes, anticipated on the micrometer to millimeter length scales15).
The parameters used during step 4 and step 6 and the data gathered during step 6 and step 9 combine to yield the cutting energy of the sample. According to Eqn. 1, the determination of the cutting energy requires the following parameters: sample thickness, t, preload force, fpre, and the angle between the legs and the cutting axis, θ. The following data are also required: the cutting force, fcut, and the average leg strain, . The former comes from force-time data gathered via the computer code. The force-time data from a typical test (Figure 3A) illustrate a high initial force, as is typically required for cut initiation, followed by a constant force, indicating steady state cutting. The cutting force, fcut, is the maximum value of the force within this steady state regime9. The average strain in the legs, , is given by
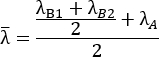 Eqn (2)
Eqn (2)
where images of the pre- and post-loaded sample prior to cutting (step 6.2 and step 6.3) are used as an optical strain gage to measure λB1, λB2, and λA. Finally, these values are combined to calculate the cutting energy using Eqn. 1.
For the representative results reported here: an ultrasharp blade (129 nm radius), a 32° leg angle, and a 75 g preload ( = 1.04), we measured a cutting energy of 132.96 J/m2 for PDMS. This value aligns well with the previously obtained cutting energy under these conditions of 132.9 J/m2 ± 3.4 J/m2, thus validating the mechanical portion of the test setup demonstrated here9. If desired, the force-time data can be converted approximately to force-displacement data using the microscope stage motion protocol (e.g., constant velocity).
The viability of the setup for simultaneously gathering microscope images is illustrated in Figure 3B. These images are gathered using a 2.5x objective 1) from the start of the test, 2) past the cut initiation, and 3) throughout the steady state in a speckle-patterned PDMS sample mixed at the manufacturer's ratio of 10:1. We maintained focus throughout the test and demonstrated one-to-one correspondence between the mechanical and optical data. We note that the quality and magnification of the microscope images obtained will depend on the system/objective/stage /program combination used.
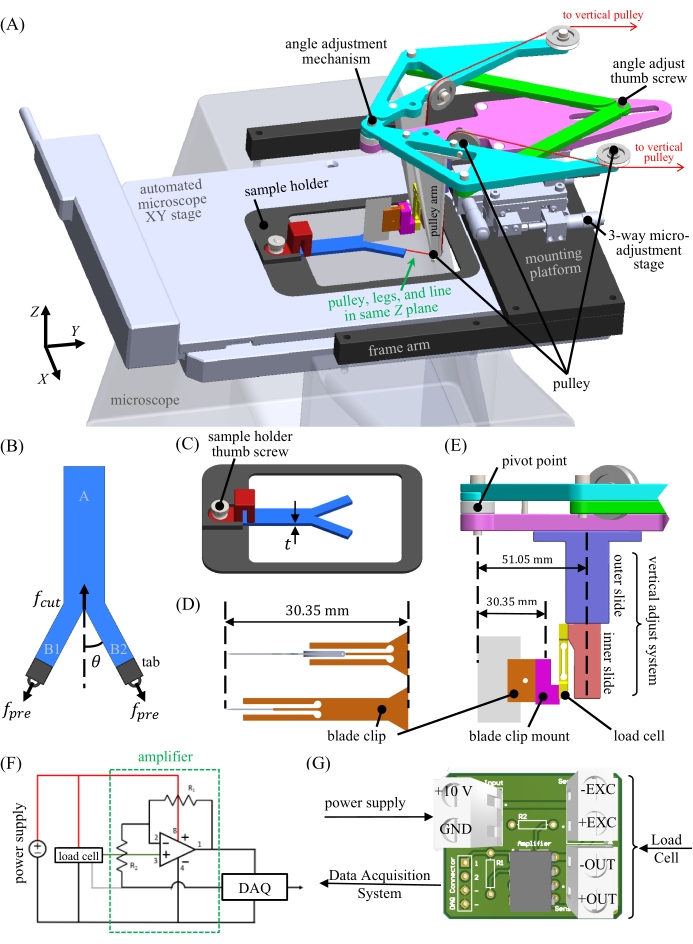
Figure 1: CAD images of the microscope-mounted Y-shaped cutting device. (A) The full cutting apparatus mounted above an inverted microscope with an automated XY stage. Not shown are the vertical pulleys behind the system from which dead weights are hung to create preload forces, fpre, on the sample. (B) The sample consists of a single leg, "A", from which two equal legs are cut, "B1" and "B2", to create a "Y" shape with leg angle θ. (C) The sample holder holds the sample in place within a slot in the microscope stage. (D) The top view of the customizable blade clips shows how their redesign accommodates blades of different heights while maintaining the 30.35 mm spacing that aligns the top with the pivot point of the angle adjustment mechanism. (E) A close-up side view of the vertical adjust system, load cell, and blade clip mounting parts. (F) The signal from the load cell is mediated by an amplification circuit used to convert the load cell output (0-10 mV) to the 0-5 V range of the data acquisition system. (G) This circuit is implemented by connecting it to the power supply, load cell, and data acquisition system using a printed circuit board. Please click here to view a larger version of this figure.
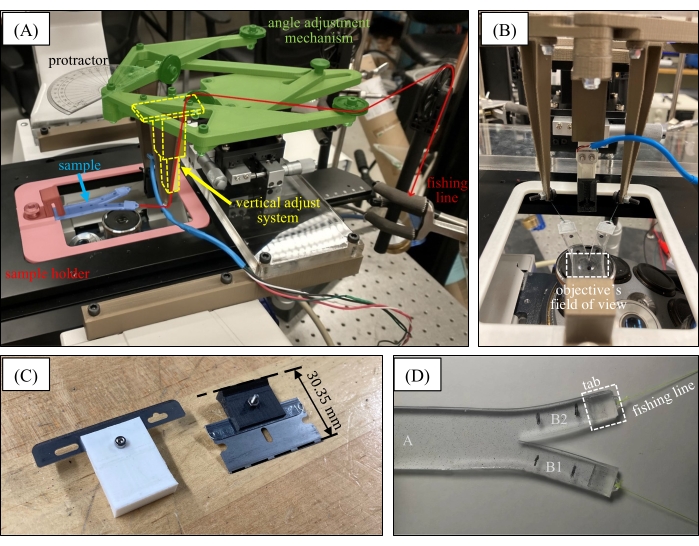
Figure 2: Photographs of the microscope-mounted Y-shaped cutting device. (A) A photograph of the operational Y-shaped cutting device with false-colored regions added to indicate the key design features. (B) A forward view of the device illustrating the approximate alignment of the load cell and sample midplane and indicating the region to be cut that falls within the microscope objective's field of view. (Blade and blade clip not mounted.) (C) Examples of mounted blades and clips with an equal overall height of 30.35 mm. (D) A PDMS Y-shaped sample prior to mounting, with the tabs and fishing line attached. Fiducial markers have been added to the legs "B1" and "B2" to measure the average stretch upon preload application. Please click here to view a larger version of this figure.
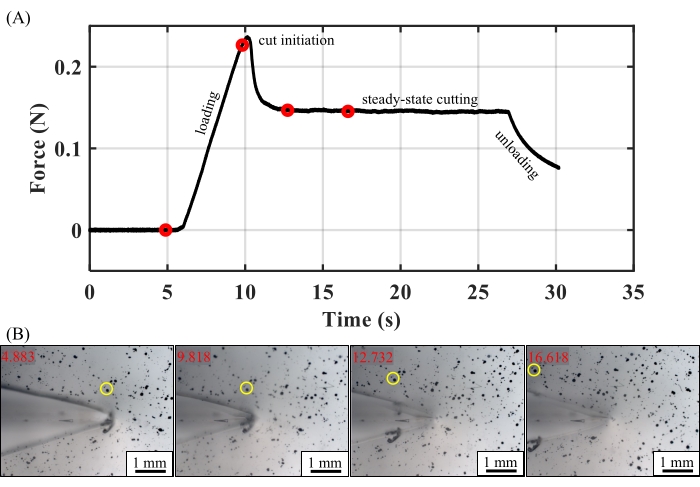
Figure 3: Representative in situ cutting results. (A) A force-time curve for PDMS (10:1) using an ultrasharp blade (129 nm radius), 32° leg angle, and 75 g preload ( = 1.04). The elastic loading, cut initiation, steady state cutting, and unloading regions of the curve are labeled. (B) Red circles that correspond to the images obtained by the microscope are shown. A yellow circle has been added to facilitate observation of the speckle-pattern motion. Scale bar = 1 mm. Time stamps, in seconds, are included in the upper left-hand corner of each image. Please click here to view a larger version of this figure.
Supplemental Coding File 1. Please click here to download this File.
Supplemental Coding File 2. Please click here to download this File.
Supplemental Coding File 3. Please click here to download this File.
Supplemental Coding File 4. Please click here to download this File.
Supplemental Coding File 5. Please click here to download this File.
Supplemental Coding File 6. Please click here to download this File.
Supplemental Coding File 7. Please click here to download this File.
Supplemental Coding File 8. Please click here to download this File.
Supplemental Coding File 9. Please click here to download this File.
Supplemental Coding File 10. Please click here to download this File.
Supplemental Coding File 11. Please click here to download this File.
Supplemental Coding File 12. Please click here to download this File.
Supplemental Coding File 13. Please click here to download this File.
Supplemental Coding File 14. Please click here to download this File.
Supplemental Coding File 15. Please click here to download this File.
Supplemental Coding File 16. Please click here to download this File.
Supplemental Coding File 17. Please click here to download this File.
Supplemental Coding File 18. Please click here to download this File.
Supplemental Coding File 19. Please click here to download this File.
Supplemental Coding File 20. Please click here to download this File.
Supplemental Coding File 21. Please click here to download this File.
