After electropolishing, the Al disks reflect light well, as seen in Figure 1. If any small scratches or dots are observed, discard the disk. The plot of the applied current during the anodization process should be smooth and follow the three steps of anodization. In case of contaminated solution, excessive defects on the disk surface, incorrect preparation of the cell (see Figure 2), or the solution being too warm, the applied current plot curves will show peaks and irregularities. Two actual anodization curves are shown in Figure 3, including pictures of the samples. Anodization takes place on one side of the Al disk (top side). After removing the Al back, the membrane should be clearly visible from both sides. The pore opening can be checked using scanning electron microscopy (SEM) on the bottom side. Figure 4 shows a sample in which the pores were not completely opened. The deposition rate of Fe nanowires for membranes of this size is around 300 nm/min. As an example, Fe nanowire of around 1 µm is shown in Figure 5. Note that this image was taken after breaking the membrane.

Figure 1: Aluminum disks. Before polishing (left) and after polishing (right). Marks on top of the polished disk are caused by the forceps. Please click here to view a larger version of this figure.
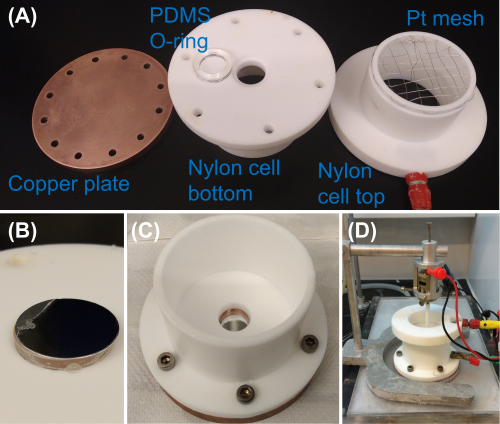
Figure 2: Anodization cell. (A) Components of the cell. (B) Detail of the Al disk positioned over the PDMS O-ring. (C) Cell assembled. (D) Cell located over the cold plate and with the mechanical stirrer. Please click here to view a larger version of this figure.
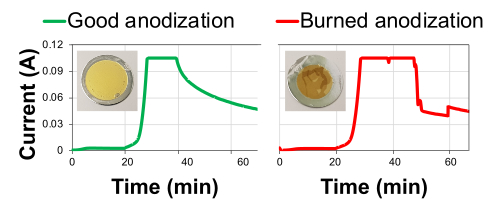
Figure 3: Applied current versus time during anodization for a successful (left) and unsuccessful (right) anodization. The three steps of anodization can be easily recognized. The stable 40 V (0–20 min); the constant increase up to 140 V (20–36:40 min), shown first as an increase of applied current and later as a constant current; and third, the stable 145 V until the end of the process. When anodization occurs properly, curves are smooth like the one on the left. When the curves show peaks or chaotic behavior (right) the sample would be burnt. In this case, the Al disk diameter was 25 mm. Please click here to view a larger version of this figure.
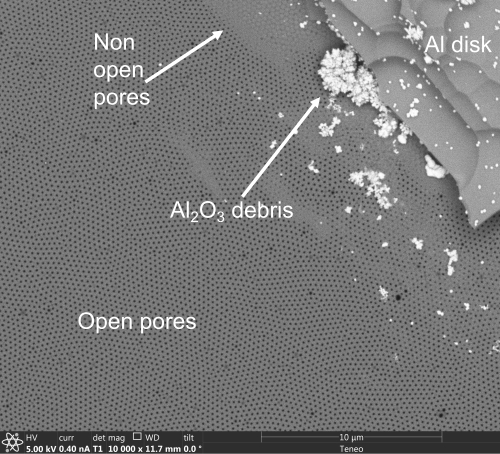
Figure 4: SEM image of a membrane from the bottom side. This image shows the morphology of a membrane next to its edge. At any other point of the membrane, the membrane shows open pores like the ones in the picture. If the pores are not open properly, the hexagonal structure that is shown at the edge of the picture would be visible anywhere in the membrane. Please click here to view a larger version of this figure.
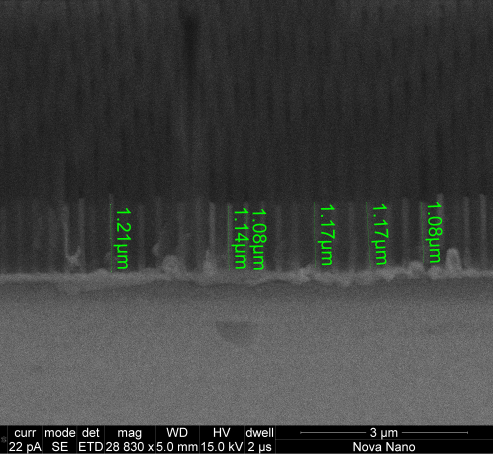
Figure 5: Cross section SEM image of iron nanowires inside the membrane. The Fe nanowire is clearly recognizable from the alumina membrane due to its higher electron density. Please click here to view a larger version of this figure.
