A representative solid-state Li-ion nanobattery fabrication process is shown step-by-step in the protocol referencing Figures 1-7.
Figure 8 shows in situ testing of the electrochemical charging profiles of two cells that were fabricated. Both profiles clearly show a 3.6 V plateau corresponding to LiCoO2-Si full cell chemistry and oxidation of Co3+ → Co4+. Cell-1 (Figure 8a) was tested at a lower current density (50 µA/cm2) limiting the charge capacity to 12.5 µAh/cm2. Cell-2 (Figure 8b) presents a charging profile at a higher current density, 1.25 mA/cm2, that was limited by the upper cut-off voltage of 4.2 V. The capacity recorded was about 105 µAh/cm2, close to the theoretical capacity of Cell-2 (110 – 120 µAh/cm2). The first discharge capacity of the nanobatteries has been poor while the subsequent cycle capacities (both charge and discharge) were limited due to the first cycle irreversibility. The discharge process of nanobatteries is still not optimized, however, a representative charge-discharge profile at a current density of 60 µA/cm2 is presented in Figure 9. The charge capacity was limited to 30 min and the discharge was limited to 2 V, and it is evident that the reversibility is about 35%. Though the reversibility is a lot better than what is reported in the literature14, further optimization is necessary.
If the voltage profile is not consistent with the thin film battery chemistry, this is likely due to either beam damage or shorting from re-deposited material. Figure 10 shows a voltage profile consistent with shorting where the voltage is constant and proportional to the applied current. The ion-beam image confirms that there is re-deposited material along the edge. The micromanipulator must be removed and further cross-sectional cleaning steps are needed to remove this material. This cleaning procedure decreases the nanobattery cross-section, so the current density should be corrected accordingly.
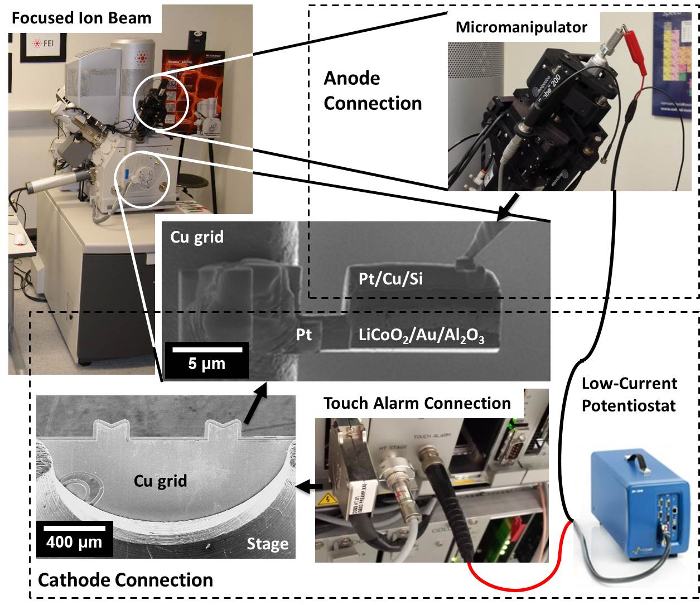
Figure 1: Electrical connection schematic. A potentiostat is connected to the FIB nanobattery via external connections: 1) the negative terminal of the potentiostat to the disconnected ground of the micromanipulator needle; 2) the cathode side to either an electrically shielded vacuum feedthrough or a direct connection to the stage ground such as a touch alarm circuit (shown). Internal connections are made between the tip of the micromanipulator and the anode, and between the cathode and stage through a copper TEM lift-out grid. Please click here to view a larger version of this figure.
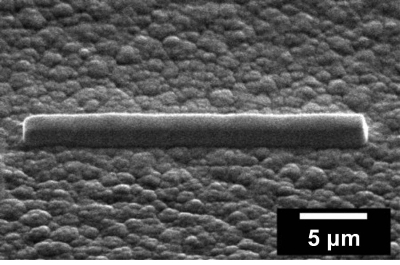
Figure 2: Pt deposition. SEM image of the Pt protective cap deposited on the thin film battery surface to avoid damage and making contact. Please click here to view a larger version of this figure.
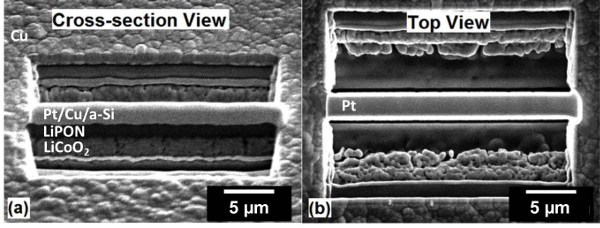
Figure 3: Nanobattery cross-section. SEM images of the nanobattery lamella after cross-sectional cutting at (a) 52° cross-section view and (b) and 0° top view. Please click here to view a larger version of this figure.
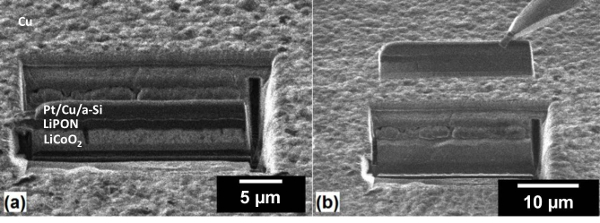
Figure 4: Nanobattery liftout. Ion-beam images of (a) the lamella with under-cut and (b) lift-out of the isolated nanobattery by the micromanipulator. Please click here to view a larger version of this figure.
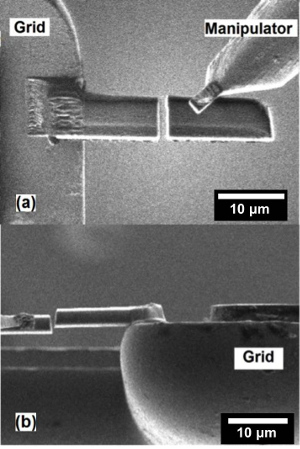
Figure 5: Nanobattery mounting. (a) Ion-beam and (b) SEM image of welding the lifted nanobattery to the copper TEM grid. Please click here to view a larger version of this figure.
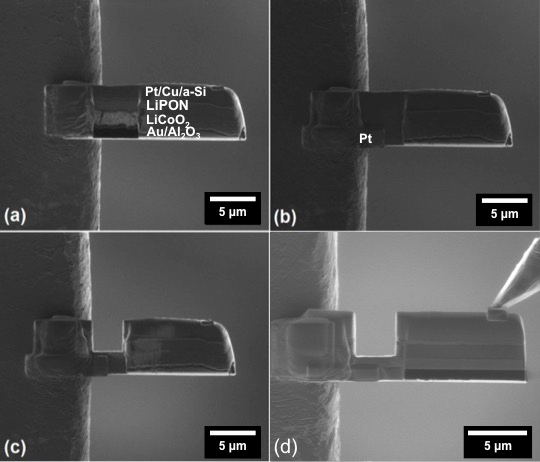
Figure 6: Nanobattery cleaning. Ion-beam images of (a) cleaning one of the nanobattery cross-sections, (b) electrically connecting the grid and cathode current collector by Pt deposition, (c) cut to isolate anode from the TEM grid, and (d) cleaning the cross-section of the front, back, and sides to remove all re-deposited material. Final contact is made to the anode using the micromanipulator for biasing. Please click here to view a larger version of this figure.
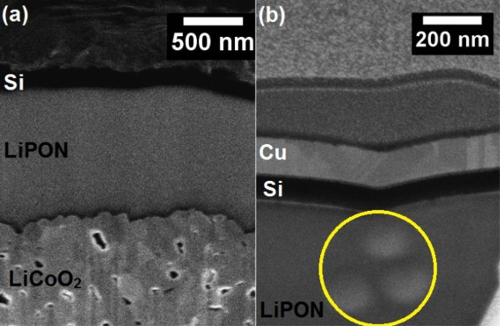
Figure 7: Nanobattery damage. SEM images of a nanobattery cross-section with (a) undamaged LiPON layer and (b) imaging at higher magnification induced damage in the LiPON layer indicated by the circle. High dwell time electron beam imaging produces visible changes in the LiPON electrolyte. Please click here to view a larger version of this figure.
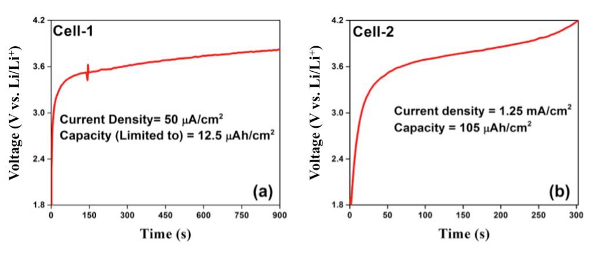
Figure 8: Nanobattery charging data. FIB fabricated nanobattery electrochemical charging profile at different current densities with (a) the capacity limited to 12.5 µAh/cm2 and (b) the voltage limited to a 4.2 V cut-off. Please click here to view a larger version of this figure.
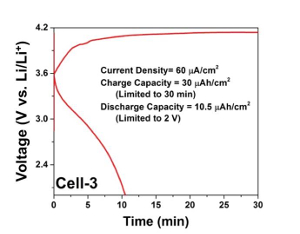
Figure 9: Nanobattery cycling profile. FIB fabricated nanobattery electrochemical charging and discharging profiles at a current density of 60 µA/cm2. Please click here to view a larger version of this figure.
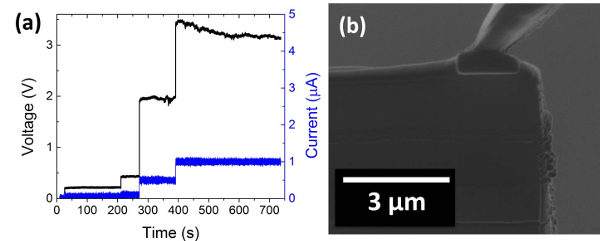
Figure 10: Shorted nanobattery. (a) Voltage profile of a nanobattery that had not been cleaned properly resulting in shorting from re-deposited material and (b) the cross sectional ion-beam image. Please click here to view a larger version of this figure.
