This study provides the scaled-up synthesis process for the important intermediate ACT051-3 of Upatinib (Figure 1 and Figure 2). The protocol section (steps 1-3) specifically shows the gram-grade synthesis, pilot-scale kilogram-grade synthesis, and scale-up production step of the compound ACT051-2 and the intermediate ACT051-3.
In the course of exploring the optimal route for the compound ACT051-2, as shown in Table 1, it was found that solid TsCl was more involved in the reaction than liquid TsCl (dissolved in DMF, step 3.1 of the protocol) and significantly reduced the amount of DMF by nearly threefold. In addition, the product yield was increased from 97.49% to 98.44% by increasing the temperature of the mixed solution when TsCl was added from 0-5 °C to 23-35 °C (shown in Table 2). Further, experiments on the consumption of post-treatment water were conducted. As shown in Table 3, after a 2.5-fold reduction in water consumption (from 15 mL/g ACT051-2 to 6 mL/g ACT051-2), the reaction yield decreased by 2.5%, but the waste solution generation was reduced, and the reaction efficiency was significantly improved.
A series of experimental conditions were developed to obtain the optimized process route for the intermediate ACT051-3. As shown in Table 4, by introducing DIPEA into the reaction and replacing the reaction solvent with tert-amyl alcohol/toluene (V/V, 2/3), the amount of Pd(OAc)2 was reduced 2.5-fold (from 1.28% wt to 0.5% wt), which significantly reduced the production cost and further improved the feasibility of scaling up the production. Additionally, by changing the state of K2CO3 involved in the reaction, the reaction time was reduced from 7 h to 3.5 h, which greatly improved the reaction efficiency (as shown in Table 5). Additionally, by switching from tert-amyl alcohol/1,4-dioxane (V/V, 1/4) to tert-amyl alcohol/toluene (V/V, 2/3), the reaction time was shortened to 3 h, the product peak area increased from 84.22% to 88.52%, and the time it took for the product to concentrate was significantly shortened, all of which improved the reaction's efficiency (see Table 6).
Both compounds ACT051-2 and ACT051-3 were chemically characterized by proton nuclear magnetic resonance (1H NMR), HPLC, and high-resolution mass spectrometry. The analysis methods (HPLC, 1H NMR, and electrospray ionization [ESI] spectroscopy) of ACT051-2 and ACT051-3 can be found in the supporting work (Supplementary Table 1, Supplementary Figure 1, Supplementary Figure 2, Supplementary Figure 3, Supplementary Figure 4, Supplementary Figure 5, and Supplementary Figure 6). The characterization data for ACT051-2 and ACT051-3 are reported below:
2-bromo-5-tosyl-5H-pyrrolo[2,3-b]pyrazine (ACT051-2):
1H NMR (500 MHz, DMSO-d6)δ8.59 (s,1H), 8.37 (d, J = 4.1 Hz, 1H), 8.00 (d, J = 8.2 Hz, 2H), 7.46 (d, J = 8.2 Hz, 2H), 7.02 (d, J = 4.0 Hz, 1H), 3.29 (d, J = 11.9 Hz, 3H). ESI: m/z calculated for C13H10BrN3O2S [M] + 352.21, found to be 352.00.
Tert-butyl (5-toluenesulfonyl-5H-pyrrole [2,3-b] pyrazine-2-yl) carbamate (ACT051-3):
1H NMR (500 MHz, CDCl3) δ8.98 (s, 1H), 7.95 (d, J = 8.4 Hz, 2H), 7.84 (d, J = 4.1 Hz, 1H), 7.21 (s, 1H), 7.19-7.17 (m, 1H), 6.53 (d, J = 4.1 Hz, 1H), 2.30 (s, 3H), 1.45 (s, 9H). ESI: m/z calculated for C18H20N4O4S [M+H] + 389.12, found to be389.15.
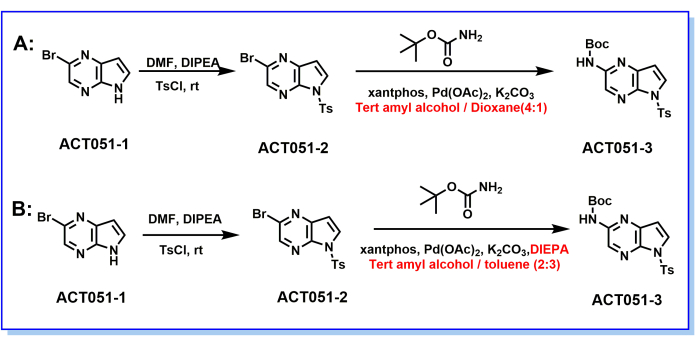
Figure 1: Synthesis route of the intermediate ACT051-3. (A) The reaction route and conditions of ACT051-3 before optimization: i) DMF, DIPEA, TsCl; ii) xantphos, Pd(OAc)2, K2CO3, tert-amyl alcohol/1,4-dioxane (V/V, 1/4); (B) The reaction route and conditions of ACT051-3 after optimization: i) DMF, DIPEA, TsCl; ii) xantphos, Pd(OAc)2, K2CO3, DIPEA, tert-amyl alcohol/toluene (V/V, 2/3). Please click here to view a larger version of this figure.
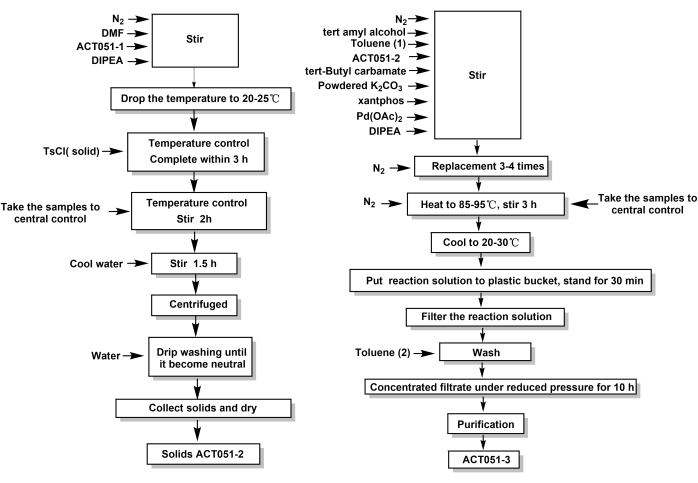
Figure 2: The process flow diagram of compounds ACT051-2 and ACT051-3 in scale-up production. (A) Process flow diagram of ACT051-2 in scale-up production. (B) Process flow diagram of ACT051-3 in scale-up production. Please click here to view a larger version of this figure.
| Number | State of TsCl | V(DMF) (Laboratory test) | V(DMF) (Pilot scale up) |
| 1 | dissolve in DMF | 8.5 V | 54 V |
| 2 | solid | 3.0 V | 18 V |
Table 1: Effect of different forms of TsCl on the synthetic compound ACT051-2. The different states of TsCl include liquid TsCl (dissolved in DMF) and solid TsCl. Experimental results show that solid TsCl is more conducive to industrial production.
| Number | Temperature (°C) | Condition of mix | Whether has a clarification process | Yield | Purity |
| 1 | 0-5 | viscous | No | 97.49% | 96.85% |
| 2 | 25-35 | good mixing | Yes | 98.44% | 96.99% |
Table 2: Effect of adding TsCl at different temperatures on the synthesis of ACT051-2. Adding TsCl to the reaction at 0-5 °C or 23-35 °C.
| Number | Water consumption | Yield | Purity |
| 1 | 15 mL / g ACT051-1 | 97.49% | 96.85% |
| 2 | 6 mL / g ACT051-1 | 94.90% | 97.69% |
| 3 | 9 mL / g ACT051-1 | 95.07% | 96.71% |
Table 3: Effect of different post-treatment water consumption on the synthesis of ACT051-2. Try the different post-treatment water consumptions, including 15 mL/g ACT051-1, 9 mL/g ACT051-1, and 6 mL/g ACT051-1. The optimal conditions were achieved at a post-treatment water volume of 6 mL/g ACT051-2.
| Number | Equivalent of DIEPA | Equivalent of K2CO3 | Equivalent of Pd(OAc)2 |
| 1 | 0.0 eq | 3.0 eq | 1.28% wt |
| 2 | 2.0 eq | 2.0 eq | 0.60% wt |
| 3 | 1.0 eq | 2.0 eq | 0.60% wt |
| 4 | 0.5 eq | 2.0 eq | 0.60% wt |
Table 4: Effect of adding DIPEA to the reaction for the synthesis of ACT051-3. Exploring the effect of DIPEA addition or not on the reaction. The results showed that the introduction of DIPEA reduced the amount of Pd(OAc)2 by a factor of 2.5 (from 1.28% wt to 0.5% wt).
| Number | State of K2CO3 | Equivalent | Reaction time (h) |
| 1 | solid | 2.0 eq | 7 |
| 2 | powdered | 2.0 eq | 3.5 |
Table 5: Effect of different states of K2CO3 on the reaction of the synthetic compound ACT051-3. Select potassium carbonate in granular or powder form to participate in the reaction.
| Number | Dosage of Pd(OAc)2 | Reaction solvent | V/V | Reaction time / h | Product peak area/ % |
| 1 | 0.60% wt | tert amyl alcohol / 1,4-dioxane | 1-4 | 3.5 | 84.22 |
| 2 | 0.60% wt | tert amyl alcohol / 1,4-dioxane | 2-3 | 3.5 | 83.34 |
| 3 | 0.60% wt | tert amyl alcohol / Toluene | 2-3 | 3 | 88.52 |
| 4 | 0.50% wt | tert amyl alcohol / Toluene | 2-3 | 2.25 | 87.11 |
Table 6: Effect of different reaction solvents on the reaction of the synthetic compound ACT051-3. Tert-amyl alcohol/1,4-dioxane (V/V, 1/4) and tert-amyl alcohol/toluene (V/V, 2/3) are selected as reaction resolvents.
Supplementary Table 1: Analytical method of compounds ACT051-2 and ACT051-3. Specific chromatographic conditions for the analysis of compounds ACT051-2 and ACT051-3, including the instrument, method name, liquid phase column, mobile phase, column temperature, current speed, and wavelength. Please click here to download this File.
Supplementary Figure 1: The high-performance liquid chromatograms of ACT051-2. The results for the data were detected by HPLC. Please click here to download this File.
Supplementary Figure 2: The high-performance liquid chromatograms of ACT051-3. The results for the data were detected by HPLC. Please click here to download this File.
Supplementary Figure 3: MS spectrum of ACT051-2. The results for the data were detected by ESI spectroscopy. Please click here to download this File.
Supplementary Figure 4: MS spectrum of ACT051-3. The results for the data were detected by ESI spectroscopy. Please click here to download this File.
Supplementary Figure 5: 1H NMR spectrum of ACT051-2. The results for the data were analyzed using MestReNova. Please click here to download this File.
Supplementary Figure 6: 1H NMR spectrum of ACT051-3. The results for the data were analyzed using MestReNova. Please click here to download this File.
| 2-bromo-5H-pyrrolo[2,3-b]pyrazine | Nanjing Cook Biotechnology Co., Ltd. | 19120110 | |
| 1,4-dioxane | Liaoning cook Biotechnology Co., Ltd | General Reagent | |
| 1H NMR | Bruker AVIII 500 | ||
| 37% chloride acid molecular grade | NEON | 02618 NEON | |
| 4-toluenesulfonyl chloride (TsCl) | Nanjing Cook Biotechnology Co., Ltd. | AR A2010137 | |
| Anti-Chicken IgY (H+L), highly cross-adsorbed, CF 488A antibody produced in donkey | Sigma-Aldrich | SAB4600031 | |
| Anti-mouse IgG (H+L), F(ab′)2 | Sigma-Aldrich | SAB4600388 | |
| BD FACSCanto II | BD Biosciences | BF-FACSC2 | |
| BD FACSDiva CS&T research beads (CS&T research beads) | BD Biosciences | 655050 | |
| BD FACSDiva software 7.0 | BD Biosciences | 655677 | |
| Bovine serum albumin | Sigma-Aldrich | A4503 | |
| Centrifuge 5702 R | Eppendorf | Z606936 | |
| Circulating water vacuum pump | Guangzhou Zhiyan Instrument Co., Ltd | SHZ-D( ) ) |
|
| CML latex, 4% w/v | Invitrogen | C37253 | |
| Diatomite | Guangzhou Qishuo Chemical Co., Ltd. | / | |
| Double cone rotary vacuum dryer | Jiangsu Yang-Yang Chemical Equipment Plant Inc | SZE-500T | |
| enamel kettle | Jiangsu Yang-Yang Chemical Equipment Plant Inc | CS-03-002 | 1000L / 2000L |
| heptane | Nanjing Cook Biotechnology Co., Ltd. | General Reagent | |
| HPLC | Guangzhou aoyi Technology Trading Co., Ltd | LC-2030C 3D | |
| Large scale rotary evaporators | Guangzhou Xingshuo Instrument Co.,Ltd. | RE-2002 | |
| Low temperature and constant temperature stirring reaction bath | Guangzhou Yuhua Instrument Co., Ltd | XHDHJF-3005 | |
| Low temperature coolant circulating pump | Guangzhou Jincheng Scientific Instrument Co., Ltd | XHDLSB-5/25 | |
| Megafuge 8R | Thermo Scientific | TS-HM8R | |
| N, N-Diisopropyl ethylamine (DIPEA) | Apicci Pharm | General Reagent | |
| N-dimethylformamide (DMF) | Guangzhou bell Biotechnology Co., Ltd | General Reagent | |
| Octanoid acid | Sigma-Aldrich | O3907 | |
| Pd(OAc)2 | Xi'an Catalyst New Materials Co.,ltd. | 200704 | |
| Phosphate buffered saline | Sigma-Aldrich | 1003335620 | |
| Potassium carbonate (K2CO3) | Guangzhou Zhonghua Trade Co.,Ltd. | General Reagent | |
| Tert amyl alcohol | Nanjing Cook Biotechnology Co., Ltd. | General Reagent | |
| tert-Butyl carbamate | Nanjing Cook Biotechnology Co., Ltd. | General Reagent | |
| Thermo Mixer Heat/Cool | KASVI | K80-120R | |
| toluene | Liaoning cook Biotechnology Co., Ltd | General Reagent | |
| Vacuum drying oven | Guangzhou Yuhua Instrument Co., Ltd | DZF-6090 | |
| Water | / | / | |
| Xantphos | Liaoning cook Biotechnology Co., Ltd | Asp20-44892 |
