1. Preparation of the Functionalized Graphene Nanoplatelet Filled Epoxy for Multiscale Composite Materials
- Disperse functionalized graphene nanoplatelets (f-GNPs) into the epoxy resin.
- Weigh 24.00 g of f-GNPs to achieve a 12 wt% of the final nanocomposite material inside a ductless fume hood.
- Add 143.09 g of the bisphenol A diglycidyl ether (DGEBA) monomer and manually mix it to achieve homogeneity.
- Disperse the f-GNPs into the monomer by a twostep method, which combines probe sonication and calendering processes20.
- Sonicate the mixture at 50% of the amplitude and a cycle of 0.5 sec for 45 min.
- Apply 3 cycles of calendering using a roller gap of 5 µm and increasing roller speed at each cycle: 250 rpm, 300 rpm and 350 rpm.
- Weigh the mixture of f-GNP/monomer after completing dispersion.
- Degas the f-GNP/monomer mixture under vacuum and magnetic stirring at 80 °C for 15 min.
- Weigh and add the hardener in a weight ratio of 100:23 (monomer:hardener) and manually stir until achieving homogeneity.
2. Coating of the Glass Fabric with Functionalized Graphene Nanoplatelet Filled Sizing (Suspension) for Multiscale Composite Materials
- Disperse functionalized graphene nanoplatelets into the sizing.
- Weigh 7.5 g of f-GNPs, the quantity needed to achieve a 5 wt%, into 142.5 g of solvent (sizing/distilled water specified in 2.1.2) inside a ductless fume hood.
- Prepare the mixture of the f-GNPs and the sizing diluted with distilled water (1:1 wt) inside the ductless fume hood. Once the distilled water has been added, perform the work outside the ductless fume hood.
- Disperse the GNPs by probe sonication for 45 min at 50% amplitude and a cycle of 0.5 sec.
- Coat the glass fabric with the f-GNP filled sizing.
- With scissors suited for fabric cutting, cut 14 layers of glass fabric with dimensions of 120 х 120 mm2 and then coat them with the mixture of f-GNPs and sizing (2.1.3) by dip coating (one immersion) using a dip coater in the f-GNP filled sizing.
- Dry the f-GNP coated glass fabric in a vacuum oven at 150 °C for 24 hr as indicated in the technical sheets provided by the manufacturer.
3. Manufacturing of Multiscale Composite Materials
- Manufacture f-GNP/epoxy composite materials.
- After degassing the mixture, keep the f-GNP filled epoxy resin under magnetic stirring at 80 °C for all the manufacturing process.
- Place the 14 layers of the glass fabric into an oven at 80 °C.
- Alternatively, place a layer of the f-GNP filled epoxy and a layer of glass fiber fabric (14 layers) sequentially by hand on a metallic plate using a de-airing roller after placing each glass fabric layer.
- Use scissors to cut and place the anti-adherent polymer film (120 х 120 mm2) on a steel plate.
- Apply a layer of the f-GNP/epoxy mixture on the anti-adherent polymer film with a brush. Place a layer of glass fiber fabric. Note the importance of covering the area of the f-GNP/epoxy region and alignment of the different fabric layers. Remove the air and compact the plies by using a de-airing roller.
- Repeat step 3.1.3.2 until completing all of the layers of the laminate.
- Apply a final layer of the f-GNP/epoxy mixture with brush and cover the laminate with another layer of anti-adherent polymer film.
- Once all the fabric layers have been piled up, cure the laminate in a hot plate press at 140 °C for 8 hr with increasing pressure up to 6 bars.
- Extract the cured laminate from the hot plate press.
- Manufacture f-GNP/glass fiber composite materials by vacuum assisted resin infusion molding (VARIM).
- Prepare the metallic plate where VARIM is going to be carried out.
- Clean the steel plate surface with acetone.
- Place anti-adherent polymer film onto the steel plate.
- Place the sequence of f-GNP coated glass fabric (14 layers with dimensions 120 х 120 mm2) onto the plate. Ensure that the layers of fabric are aligned visually and by touch.
- Seal the vacuum bag with sealant tape for the VARIM process and pre-heat the system at 80 °C in an oven.
- Degas the DGEBA monomer under vacuum and magnetic stirring at 80 °C for 15 min. Add the hardener in a weight ratio of 100:23 (monomer:hardener) and stir until achieving homogeneity.
- Add the epoxy resin at 80 °C with a vacuum pump connected to the vacuum bag with a polymeric tube until the glass fabric pile is totally filled by the epoxy resin and cure the laminate in an oven at 140 °C for 8 hr.
- Extract the cured laminate from the oven and remove the vacuum bag and auxiliary material.
- Prepare the metallic plate where VARIM is going to be carried out.
4. Preparation of the Samples for Strain Sensors Tests
- Machine samples (Computer Numerical Control – CNC milling machine) of multiscale laminates to the required dimension for flexural tests following the ASTM D790-0221 and cut glass fabric bands 10 mm in width in order to study the strain sensitivity of the f-GNP coated fabric.
NOTE: Samples are fixed onto the machining table with adhesive tape and machined using the following parameters: feed speed of 500 mm/min, idle speed of 5,000 min-1 and depth steps of 0.1 mm. - Carefully clean the surface of the machined samples with acetone to eliminate dust.
- Paint lines of silver (acrylic conductive paint) on the surface of the materials distanced 20 mm apart to minimize the electrical contact resistance and adhere copper wires to the wet silver lines as electrodes to facilitate the measurement of the electrical resistance during the tests.
NOTE: Electrical contacts are located on both surfaces: compression surfaces and tensile subjected surfaces. - Once the silver paint is dry, fix the electrical contacts with hot melt adhesive to avoid electrical contact detachment.
5. Testing the Strain Sensor
- Analyze the electrical behavior of sensors under flexural loads (three-point bending test).
- Measure the specimen's width and thickness with a caliper.
- Set the specimen in the mechanical test machine with the flexural test configuration.
- Set the test speed (controlled by strain) to 1 mm/min and the start position that defines the initial length of the specimen.
- Connect the electrical contacts to the multimeter. Measure the electrical resistance between each two adjacent electrical contacts as it is specified in Figure 1.
- Run flexural test and monitor the electrical resistance simultaneously in order to study variations due to the induced strain in the specimen.
- Repeat all steps for at least 3 specimens of f-GNP/epoxy and f-GNP/glass fiber composite materials to confirm the electrical behavior of the composite materials.
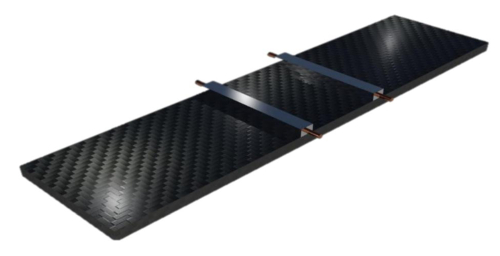
Figure 1. Electrical contacts setup in flexural tests of multiscale composite materials. Copper electrodes are attached on the surface of composite materials by using lines of silver paint (in gray) in order to minimize the electrical contact resistance. Please click here to view a larger version of this figure.
- Analyze f-GNP/glass fabric as strain sensors of human movements.
- Monitor finger bending.
- Attach glass fabric bands to each of the fingers of a nitrile glove with hot melt adhesive on the internal surface as indicated in Figure 2.
- Repeat step 5.1.4 but measure the electrical resistance of contacts placed on the same finger.
- Start the sequence of finger bending to monitor and measure the electrical resistance while fingers are bending. The sequence of finger bending in this particular case is: (1) thumb, (2) index, (3) middle finger, (4) ring finger, (5) all the fingers simultaneously and (6) sequence of bending (higher speed): (1), (2), (3), (4), (4), (3), (2) and (1).
- Monitor finger bending.
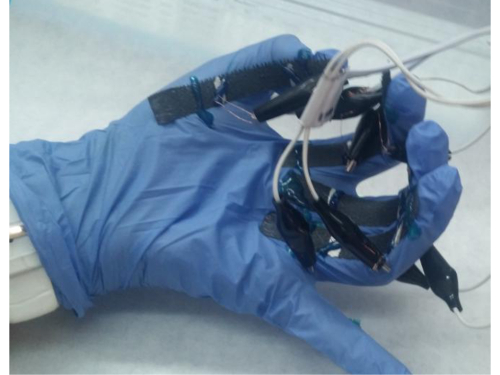
Figure 2. Location of f-GNP/glass fiber bands on the internal surface of the fingers of a nitrile glove to monitor fingers bending. Once the glass fiber fabric has been coated and dried, bands 10 mm in width are cut and attached on the different fingers of a glove with the aim of monitoring the finger bending and corroborate the viability of the protocol described above. Please click here to view a larger version of this figure.
The protocol to obtain two different materials has been described in the procedure. The difference is in the way the nanoreinforcement is incorporated in the composite material to achieve an electrical network that could be used to strain monitoring. The first method consists of the coating of a glass fiber fabric with f-GNP sizing that can be used as a smart fabric (named f-GNP/glass fiber) or as reinforcement of polymer matrix multiscale composite materials (named f-GNP/glass fiber composite material). The other method is the nanoreinforcement of the epoxy matrix of composite materials with f-GNPs (named f-GNP/epoxy composite material) using glass fiber as a continuous reinforcement. The infusion of the resin was carried out by using VARIM because it is one of the most common methods used in the industry, but other methods could be used. An alternative manufacturing method could be resin transfer molding (RTM).
Due to the insulating character of the glass fiber, the incorporation of the f-GNPs following the protocol described above creates an electrical network inside the material that causes an increase of the electrical conductivity up to ~10-3 S/m and can be modified by inducing strain. Figure 3 shows representative results of the variation of normalized electrical resistance caused by strain induced during flexural test (three-point bending) in an f-GNP/glass fiber band. The normalized electrical resistance exponentially grows with the increasing strain due to the mechanism of tunnel resistance. When failure occurs, jumps in the normalized electrical resistance can be observed, which are correlated to a drop of load.
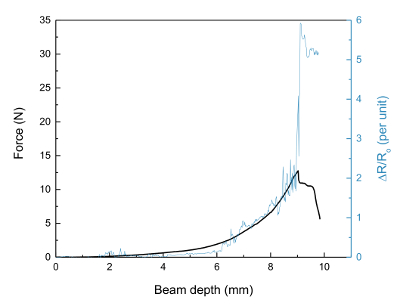
Figure 3. Example of strain monitoring of f-GNP/glass fiber bands under flexural test. The figure represents the variation of the normalized electrical resistance (ΔR/Ro, R: instantaneous electrical resistance and Ro: initial electrical resistance) and force (F) versus beam depth during flexural test. The normalized electrical resistance increases with the strain. This phenomenon occurs because tensile forces cause distancing between the nanoparticles and loss of contact of overlying GNPs. The exponential tendency observed during loading of sample is due to a major contribution of changes induced in tunnel resistance. Tunnel resistance varies exponentially with the distance between nanoparticles when they are at a distance in the order of 10 nm12,21. For that reason when distances between adjacent GNPs increase, the electrical resistance also increases with an exponential tendency. This effect is dominant when the GNP content is close to the percolation threshold23 but its contribution diminishes at higher GNP content24,25. During failure, the electrical behavior changes and jumps are observed in the electrical response. These jumps can be correlated to drops in load provoked by the fiber breakage, which constitutes discontinuities in the electrical network. These discontinuities act as obstacles causing the increment of the electrical resistance of the GNP/glass fiber bands. Please click here to view a larger version of this figure.
The electrical behavior of the multiscale composite materials, f-GNP/epoxy (Figure 4.a) and f-GNP/glass fiber (Figure 4.b) composite materials, shows some differences with the described above for coated fabrics. When the compression subjected surface is monitored, two regions can be discriminated. At low strain values, the normalized electrical resistance diminishes up to ~0.010 and ~0.015 mm/mm for f-GNP/epoxy and f-GNP/glass fiber composite materials, respectively. In contrast, at strains higher than the mentioned threshold, the normalized electrical resistance increases with an exponential tendency. In the case of monitoring the tensile subjected surfaces, the normalized electrical resistance augments in both of the systems. The sensitivity shown in all the configurations is in the order of 10 to 40 (per unit). At high strain values, the gauge factor was -1.4 and 7.8 (per unit) for the compression subjected surface of f-GNP/epoxy and f-GNP/glass fiber composite materials and on the order of 17 and 41 (per unit) for the tensile subjected surface of f-GNP/epoxy and f-GNP/glass fiber composite materials, respectively.
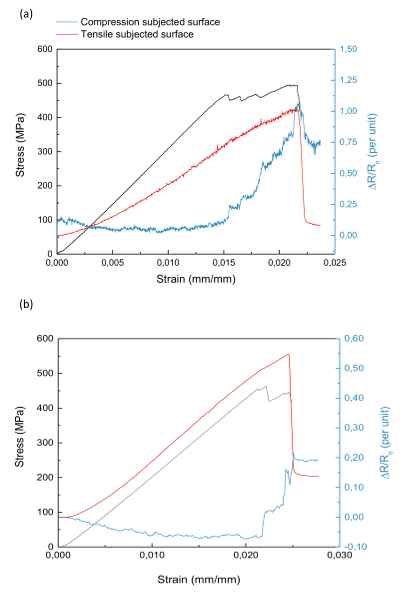
Figure 4. Example of strain monitoring of (a) f-GNP/epoxy and (b) f-GNP/glass fiber composite materials under flexural test. The figure represents the variation of the normalized electrical resistance (ΔR/Ro, R: instantaneous electrical resistance and Ro: initial electrical resistance) and stress (σ) versus strain (ε) during flexural test. In this case, the electrical contacts are place on the compression subjected (blue line) and the tensile subjected (red line) obtaining different electrical behavior. Two different graphs are included, which correspond to the two routes proposed in the protocol: (a) f-GNP/epoxy and (b) f-GNP/glass fiber composite materials showing their viability. Please click here to view a larger version of this figure.
As an example of the application of f-GNP coated glass fiber fabrics, Figure 5.a shows the monitoring of finger bending. Each finger and the electrical response of the coupled glass fiber band are distinguished by a different color to make it understandable. The first sequence corresponds to bending of the thumb (Figure 5.b), the index (Figure 5.c), the middle finger (Figure 5.d) and the ring finger (Figure 5.e). The normalized electrical resistance diminishes when the related finger bends and recovers the initial value when the finger recuperates the initial position. The second sequence of movements includes simultaneous bending of the four fingers and the third, a sequence of faster movements showing the instantaneous response and recovery of the normalized electrical resistance. This could be used to remotely monitor the evolution of bone diseases or count footsteps during running and in physical therapy to evaluate the recuperation.
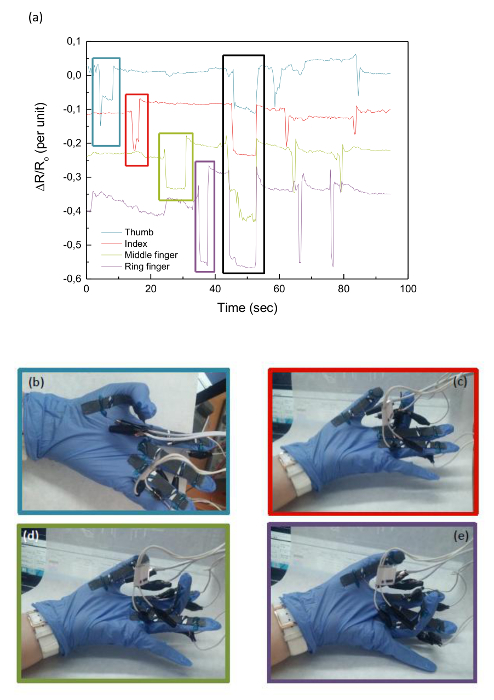
Figure 5. Example of strain monitoring of fingers bending by coupling of f-GNP/glass fiber bands on a nitrile glove. (a) Electrical response of the sensor during 3 sequences of fingers bending and (b–e) first sequence of fingers bending. Following the protocol explained in the present work, monitoring of fingers bending capability was possible. ΔR/Ro, R: instantaneous electrical resistance and Ro: initial electrical resistance. Please click here to view a larger version of this figure.
