Biomass is a sustainable fuel, as its CO2 emissions are reintegrated in biomass growth. However, the inorganic precursors in the biomass cause a negative environmental impact and slag formation. The selected short rotation coppice (SRC) willow wood has a high ash content ( = 1.96%) and, therefore, a high content of emission and slag precursors. Therefore, the reduction of minerals from SRC willow wood by low temperature microwave assisted hydrothermal carbonization (MAHC) at 150 °C, 170 °C, and 185 °C is investigated. An advantage of MAHC over conventional reactors is an even temperature conductance in the reaction medium, as microwaves penetrate the whole reactor volume. This allows a better temperature control and a faster cooldown. Therefore, a succession of depolymerization, transformation and repolymerization reactions can be analyzed effectively. In this study, the analysis of the mass loss, ash content and composition, heating values and molar O/C and H/C ratios of the treated and untreated SCR willow wood showed that the mineral content of the MAHC coal was reduced and the heating value increased. The process water showed a decreasing pH and contained furfural and 5-methylfurfural. A process temperature of 170 °C showed the best combination of energy input and ash component reduction. The MAHC allows a better understanding of the hydrothermal carbonization process, while a large-scale industrial application is unlikely because of the high investment costs.
= 1.96%) and, therefore, a high content of emission and slag precursors. Therefore, the reduction of minerals from SRC willow wood by low temperature microwave assisted hydrothermal carbonization (MAHC) at 150 °C, 170 °C, and 185 °C is investigated. An advantage of MAHC over conventional reactors is an even temperature conductance in the reaction medium, as microwaves penetrate the whole reactor volume. This allows a better temperature control and a faster cooldown. Therefore, a succession of depolymerization, transformation and repolymerization reactions can be analyzed effectively. In this study, the analysis of the mass loss, ash content and composition, heating values and molar O/C and H/C ratios of the treated and untreated SCR willow wood showed that the mineral content of the MAHC coal was reduced and the heating value increased. The process water showed a decreasing pH and contained furfural and 5-methylfurfural. A process temperature of 170 °C showed the best combination of energy input and ash component reduction. The MAHC allows a better understanding of the hydrothermal carbonization process, while a large-scale industrial application is unlikely because of the high investment costs.
1. Preparation of sample material
- Harvest five year old willow, clone type “Tordes” ([Salix schwerinii x S. viminalis] x S. vim.), with a height of 12−14 m and a breast diameter of approximately 15 cm.
- Chip the wood and dry the chips in a kiln dryer for 24 h at 105 °C.
- Cut the wood chips with a cutting mill and grind with a centrifugal mill to a particle size of 0.12 mm.
2. Microwave assisted hydrothermal carbonization
- Use a microwave oven with 850 W and a magnetron frequency of 2,455 MHz.
- Place 500 mg of raw material from step 1.3 in a 50 mL polytetrafluoroethylene (PTFE) reaction vessel with a spatula. Add 10 mL of demineralized water. Screw down the reaction vessel cap so that the pressure valve in the cap is on the same level as the cap brim.
- For each treatment temperature, put twelve reaction vessels with raw materials in the microwave oven and close the oven.
- Set up three temperature programs, with the microwave for the three temperatures: 150 °C (ramp +12.5 °C min-1, hold 60 min, peak power 50%), 170 °C (ramp +9.6 °C min-1, hold 60 min, peak power 80%), and 185 °C (ramp +5.3 °C min-1, hold 30 min, ramp -1.1 °C min-1 to 150 °C, peak power 100%). Start the microwave oven, for each single program.
- After the program is completed, remove the reaction vessels, allow them to cool and reactivate. Then open them under a fume cupboard after releasing the pressure inside.
- Add 35 mL of twice distilled water to each reaction vessel. Pour the solution in each vessel to a centrifuge cylinder and centrifuge at 1,714 x g for 10 min.
- The process water is drained into another tube and stored frozen at -5 °C for pH and gas chromatography-mass spectrometry (GC-MS) analysis.
- Freeze the centrifuge cylinder with the remaining biocoal pellet at -5 °C. Then take out the biocoal pellet and dry it at 105 °C for 24 h. Weigh the biocoal pellet and calculate the weight loss induced by the MAHC treatment.
- Repeat steps 2.2−2.8 four times per temperature (48 reaction vessels per temperature) to produce enough biocoal (approximately 22 g) for the subsequent analysis.
3. Ash content determination
- Weigh 20 empty ceramic dishes individually. Add in each 1 g of sample (5 x 1 g of raw material, and 5 x 1 g of biocoal from each temperature treatment).
NOTE: Because the dishes cannot be labeled, a plan must be drawn for the arrangement of the vessels in the oven. - Place the open ceramic dishes into a muffle furnace and close the furnace.
- Program a temperature program for the muffle furnace (+6 °C min-1 from 25 °C to 250 °C, hold 60 min, +10 °C min-1 to 550 °C, hold 120 min) and start the program.
- After the program is completed, let the muffle furnace cool down to 105 °C. Then open the furnace and take out the ceramic dishes.
- Place the ceramic dishes in an extractor (Table of Materials) filled with a drying agent consisting of silica gel. Close the desiccator and vacuum dry with the help of a vacuum pump.
- Take out the ceramic dishes after 24 h of cooling. Weigh the ceramic dish containing the ash and calculate the ash weight by subtracting the weight of the empty ceramic dish.
- Determine the ash content in percent by dividing the ash weight by the dry mass of the raw material or biocoal.
4. Determination of the higher and lower heating values
- Activate the water pump of the calorimeter and open the oxygen valve to supply 99.5% oxygen to the calorimeter.
- Weigh 1 g of glucose and place it into a plastic sample bag with a defined calorific value of 46,479 J/g. Put the sample bag into the combustion crucible of a calorimeter bomb.
- Add 5 mL of twice deionized water in the bottom of the bomb and screw down the bomb. Put the bomb into the calorimeter and close the calorimeter.
- Enter the weight of the sample and change settings to sample bag method. Start the calorimeter.
- After the measurement is completed, take out the bomb, turn it upside down and shake it slowly for 1 min.
- Unscrew the bomb, remove 5 mL of twice demineralized water and store it in a screw cap container for subsequent ion chromatography analysis.
- Repeat steps 4.2−4.6 three times to obtain the calibration standard.
- Repeat steps 4.2−4.6 five times with each MAHC biocoal (150 °C, 170 °C, 185 °C) and the raw material.
- Calculate the lower heating value using the following equation40:

where LHV is the lower heating value, HHV is the higher heating value obtained from the calorimeter in step 4.4, and ω is the hydrogen content [ obtained from elemental analysis.
obtained from elemental analysis.
5. Ion chromatography for the quantification of chlorine
NOTE: Check the calibration of ion chromatograph before analysis.
- Take out the 5 mL of solution from step 4.8 and add 45 mL of twice demineralized water in a 50 mL volumetric mask.
- Insert the sample suction tube into a sample container and draw approximately 3 mL of the sample with a syringe into the pre-column. Start the analysis run.
- Carry out the measurements according to manufacturer’s instructions.
- Repeat steps 5.2 and 5.3 for each sample prepared in section 4.
6. Elemental analysis for the determination of the O/C and H/C ratios
- Select an appropriate method from the instrument manual for the samples to be measured.
- Make all the 20 mg sulfonamide standards and blanks required to calibrate the device.
- To prepare a material sample, put 20 mg of sample in tin foil on the micro balance. Weigh the sample on the tin foil, close the foil around the sample and press the package to contain as little air as possible. Afterwards repeat this 5x for each sample.
NOTE: In order to be able to analyze the biochar samples, the same amount of tungsten trioxide as the amount of the sample must be added in a ratio of 1:1. This is needed to compensate the missing oxygen in the biochar to ensure complete combustion in the elemental analyzer. - Insert the prepared samples in the autosampler of the elemental analyzer.
- Open the oxygen and helium valve for the combustion chamber of the elemental analyzer.
- Start the analysis when the device has reached the temperature specified by the device. In this case, wait till the temperature reaches 900 °C.
- Calculate the moles of each element in the sulfonamide standard by the sulfonamide standard weight (step 6.2), and the weight of 1 mole of the respective element.
- Calculate the relationship between moles of C, H, S, and N in sulfonamide, obtained from step 6.7, and the respective peak areas.
- Subtract the sample ash content, obtained from step 3.7, from the total sample weight.
- Compare the respective element peak area in the sulfonamide standard and the sample, and multiply by the mole of each element in sulfonamide to obtain the mole of the element in the sample.
- Calculate the weight of C, H, S, and N in the sample by multiplying the mole of the element, obtained from step 6.10, with the respective molar mass of the element from the periodic table.
- Calculate the weight of oxygen in the sample by using the ash free sample mass, obtained from step 6.9, and subtracting the weight of C, H, N, and S, obtained from step 6.11.
- Calculate the molar H/C and O/C ratios in the raw material and the MAHC biocoal samples.
7. Induced coupled plasma optical emission spectroscopy
- Weigh 400 mg of dried raw material or MAHC biocoal and put it into a 50 mL PTFE reaction vessel with a spatula. Add 3 mL of 69% nitric acid and 9 mL of 35% hydrochloric acid.
- Screw down the reaction vessel cap so that the pressure valve in the cap is on the same level as the cap brim.
- Put the reaction vessels of the samples to be analyzed in the microwave oven and close the oven.
- Program the temperature program for the complete degradation of the organic material: ramp +15.5 °C min-1 to 200 °C, hold 30 min, cool down to 180 °C, hold for 5 min. Start the microwave oven.
- After the program is completed, remove the reaction vessels, allow them to cool and reactivate. Then open the vessels under a fume cupboard after releasing the pressure inside.
- Pour the samples into a 50 mL bulb cylinder. Then rinse the reaction vessel thoroughly with twice deionized water and transfer it to the bulb cylinder. Top up the cylinder to the 50 mL mark with twice deionized water to ensure even dilution of all samples.
- Filter the sample from step 7.6 with 150 µm mesh filter paper. Fill the filtrate in 50 mL conical centrifuge tubes.
- Put the standard samples in the autoinjector of the ICP-OES. The standard samples are of the known concentrations (0.0001 ppm, 0.001 ppm, 0.1 ppm, 1 ppm 10 ppm, 20 ppm, 50 ppm) of the elements to be quantified (Ca, As, B, Be, Fe, Se, Zn, Ag, Al, Ba, Bi, Cd, Co, Cr, Cu, Ga, K, Li, Mg, Mn, Mo, Na, Ni, Pb, Rb, Sr, Te, Tl,V).
- Put the samples in the autoinjector of the ICP-OES and run the ICP-OES analysis with the same parameters.
- After the ICP-OES analysis, obtain the elemental concentration from the software, automatically calculated in mg/kg, based on the calibration curves obtained from standard samples in step 7.8.
- Calculate the elemental concentration reduction in the produced biocoal:

where Conc. in biomass is the elemental concentration in the biomass and Conc. In coal is the elemental concentration in the biocoal.
8. Measuring the pH of the HTC process water
- Fill each liquid fraction from the MAHC treatment (step 2.7) of the raw material and the three biocoals in four respective beakers.
- Calibrate the pH probe with standard solutions.
- Measure the pH of the liquid fraction of the raw material and the three MAHC biocoals.
9. Gas chromatography-mass spectrometry
- Filter the liquid fractions from the MAHC treatment (step 2.7) with 150 µm mesh filter paper. Add 20 mL of methanol to 1 mL of the filtered liquid fractions.
- Transfer 200 µL to a GC-MS autosampler vial and put the vial in the GC-MS autosampler.
- Dilute pure standards of furfural and 5-methylfurfural (analytical grade) down to 10-2, 10-3, 10-4, and 10-5 with methanol.
- Put the standards in the GC-MS autosampler and analyze them with the parameters: 1 µL injection volume at 230 °C injector temperature and 1:40 split; 5MS non-polar column (Table of Materials) with 15 m length and 0.25 mm film thickness; temperature program 30 °C, hold 2 min, ramp of +40 °C/min to 250 °C, hold 2 min; ionization with 70 mV and MS detector at the scan mode with a m/z range of 35−400, each scan in 0.3 s.
- Establish calibration curves by the total ion count (TIC) peak area and the compound concentration.
- Run the prepared HTC biocoal liquid phase samples with the same analytical parameters and identify furfural and 5-methylfurfural by means of retention time of the standard and the spectrum match in a spectra library.
- Determine the concentrations of furfural and 5-methylfurfural by using the calculated calibration curve (step 9.6) and inserting the sample peak areas of furfural and 5-methylfurfural.
10. Statistics
- Analyze the data with the Shapiro Wilks test for normal distribution.
- Use the Mann-Whitney U-test for non-normally distributed data sets and the t-test for normally distributed data sets to find significant differences between data sets.
NOTE: If one data set is normally distributed and the other not, use the Mann-Whitney U test.
The results of the elemental analysis revealed differences between the O/C-H/C ratio of the willow wood and the MAHC biocoals (Figure 1). The raw material shows higher O/C-H/C ratios and a higher variation of the values. The MAHC treatment reduced the value variation due to homogenization in the microwave reactor. The precision of the microwave reactor allowed the differentiation of three stages of degradation. The H/C ratio was reduced at 150 °C and the variations in the H/C and O/C ratios were reduced, as well. At 170 °C the O/C ratio was reduced and at 185 °C the O/C ratio was further reduced.
The temperature induced an increasing brown color, while the process water showed the same tendency though the shade was brighter (Figure 2). In both biocoal and process water the increase in aromatic rings like furans and poly-benzenes, which contain a succession of single bonds and double bonds that are optically active, induce this color change (Figure 2). The side reaction acid formation from the sugar monomers induced a formation of soluble acids and, in consequence, a pH drop in the process water28 (Table 1). A mass loss was measured in the 150 °C sample, though no color alternation in comparison to the raw material was visible (Figure 2 and Table 1). A high increase of the heating value of the 170 °C biocoal was accompanied by a high weight loss. This weight loss was caused by exothermal conversion reactions that yielded furans (Table 1). The lower, though significantly different, increase of the heating value between the 170 °C and the 185 °C biocoal was accompanied by a lower weight loss in comparison to the weight loss between 150 °C and 170 °C. The pH dropped from 4.25 at 150 °C to 3.6 at 170 °C and stayed constant from 170 °C to 185 °C. Due to the resulting rising ion product by the additional acid, inorganics and thus ash components in the process water can be solved23.
Table 2 shows the fate of the selected emission precursors. There are significantly reduced elements in Table 2, like sulfur, potassium, calcium, chlorine, and magnesium, and not significantly reduced elements, like nitrogen and sodium. Heavy metals in biomass, except silver and lithium, were significantly reduced, as can be seen in Table 3, but silver and lithium are only insignificantly reduced.
The results of the mass loss corrected element reduction are shown in Figure 3. As the mass loss was not considered here, which can even lead to higher element concentrations in comparison to the raw biomass in case of an intensive high temperature HTC treatment, all calculated losses were higher than in Table 2 and Table 3 and display the absolute element losses induced by the increasing ion product. Different elements show a different temperature dependent leaching in to the process water. Chlorine and potassium were intensively transferred to the process water at 150 °C, while sulfur, magnesium, sodium, calcium, zinc, barium, manganese, and strontium showed their highest depletion rate at 170 °C. Only the silver and lithium concentration in the biocoal showed an even decrease rate that was temperature independent, while nitrogen was not affected by the MAHC treatment at all. The sum of the losses of the fine dust formers chlorine, potassium, magnesium, sodium and calcium at 150 °C, 170 °C and 185 °C was 5,782 mg/kg, 8,529 mg/kg and 8,833 mg/kg, respectively, while the sum of losses of the quantified heavy metals was 87 mg/kg, 170 mg/kg and 182 mg/kg for 150 °C, 170 °C and 185 °C, respectively, and the sulfur content showed losses of 548, 2,089 and 2,431 mg/kg for 150 °C, 170 °C and 185 °C, respectively.
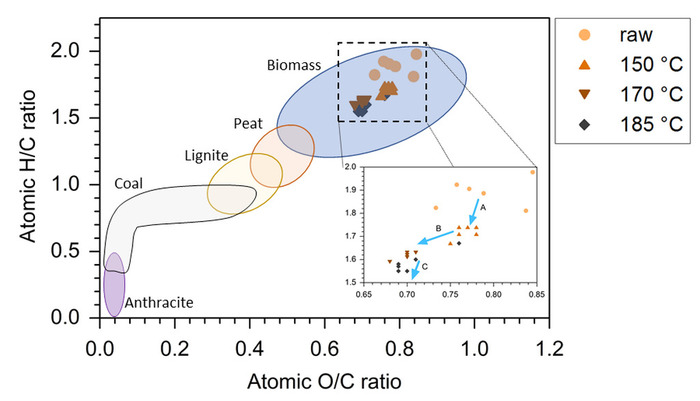
Figure 1: Typical value ranges for biomass, peat, lignite, coal and anthracite in the van Krevelen diagram18,20,30,41. The inset shows the atomic O/C and H/C ratio of MAHC coal samples. (A) Mainly dehydration. (B) Dehydration and decarboxylation. (C) Mainly dehydration. Please click here to view a larger version of this figure.
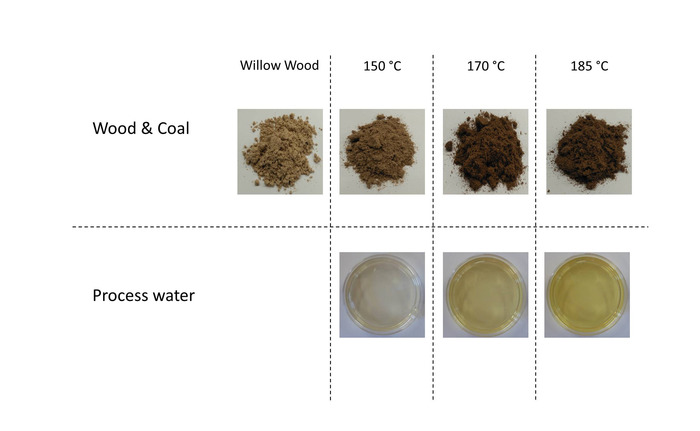
Figure 2: Images of the raw material and the MAHC biocoal and process water after the respective temperature treatment. Please click here to view a larger version of this figure.
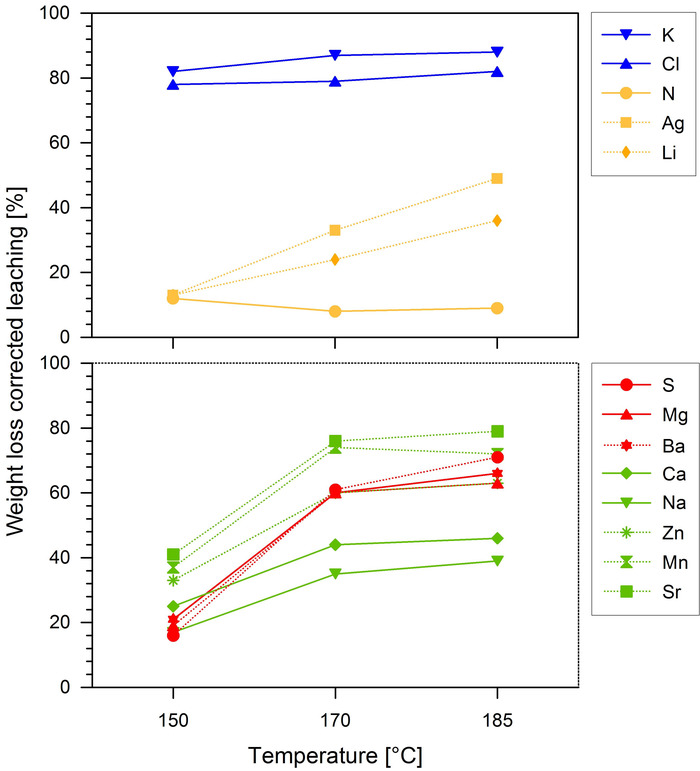
Figure 3: Leaching of emission precursors from the SRC willow biomass in percent based on the raw biomass weight. The percentage of the weight loss is calculated on the basis of the untreated biomass weight. The lower graph shows the elements with a high leaching rate between 150−170 °C and the upper graph shows elements with different leaching behavior. This figure has been modified from Knappe et al.42. Please click here to view a larger version of this figure.
| Parameters | Willow wood | 150 °C | 170 °C | 185 °C |
| Coal | ||||
| Mass Losscoal (%) | – | 7.60 ± 2.93 | 25.54 ± 2.87 | 28.89 ± 1.96 |
| Higher Heating Valuecoal (J g-1): | 18,843 ± 96 | 18,551 ± 143 | 19,358 ± 314 | 20,029 ± 88 |
| Lower Heating Valuecoal (J g-1) | 17,430 ± 130 | 17,220 ± 180 | 18,130 ± 310 | 18,730 ± 120 |
| Process water | ||||
| pH | 4.25 | 3.6 | 3.6 | |
| Furfural (mg kg-1) | 0 | 0.1 ± 0.005 | 1.565 ± 0.031 | |
| 5-Methylfurfural (mg kg-1) | 0 | 0.009 ± 0.0001 | 0.012 ± 010002 |
Table 1: Energy content and process water properties. It shows the mass loss and the higher and lower heating values of raw material and biocoal as well as the pH and the concentrations of furfural and 5-methylfurfural of the process water.
| Treatment | Ash content (%) | N | S | Cl | K | Mg | Na | Ca |
| (%DM) | (%DM) | (%DM) | (mg/kg) | (mg/kg) | (mg/kg) | (mg/kg) | ||
| Raw | 1.96 ± 0.08 | 0.47 ± 0.01 | 0.48 ± 0.19 | 0.24 ± 0.01 | 3,113 ± 26 | 710 ± 11 | 348 ± 50 | 11,768 ± 240 |
| 150 °C | 1.15 ± 0.03 | 0.41 ± 0.04 | 0.41 ± 0.17 | 0.06 ± 0.02 | 616 ± 14 | 625 ± 23 | 311 ± 45 | 9,501 ± 189 |
| * | – | – | * | ** | * | – | ** | |
| 170 °C | 0.90 ± 0.06 | 0.40 ± 0.03 | 0.24 ± 0.04 | 0.07 ± 0.01 | 534 ± 31 | 383 ± 36 | 303 ± 66 | 8,917 ± 141 |
| * | * | ** | * | ** | * | – | ** | |
| 185 °C | 1.04 ± 0.04 | 0.43 ± 0.05 | 0.14 ± 0.01 | 0.05 ± 0.03 | 525 ± 21 | 371 ± 44 | 301 ± 32 | 8,880 ± 191 |
| * | – | ** | * | ** | * | – | ** | |
| DM: dry mass. | ||||||||
Table 2: Selected emission precursors and the overall ash content. The stars indicate the level of significance (*, p < 0.05; **, p < 0.01; ***, p < 0.001).
| Treatment | As | Cd | Pb | Hg | Ni | Zn | Ba | Ag | Mn | Sr | Li |
| mg/kg | |||||||||||
| Raw | n.d. | n.d. | n.d. | n.d. | n.d. | 106 ± 3 | 14 ± 1 | 37 ± 4 | 75 ± 1 | 30 ± 1 | 27 ± 3 |
| 150 °C | n.d. | n.d. | n.d. | n.d. | n.d. | 77 ± 2 | 13 ± 1 | 35 ± 4 | 51 ± 1 | 19 ± 1 | 24 ± 2 |
| * | * | – | ** | ** | – | ||||||
| 170 °C | n.d. | n.d. | n.d. | n.d. | n.d. | 57 ± 3 | 8 ± 1 | 34 ± 3 | 26 ± 1 | 10 ± 1 | 20 ± 1 |
| * | ** | – | ** | ** | ** | ||||||
| 185 °C | n.d. | n.d. | n.d. | n.d. | n.d. | 55 ± 2 | 7 ± 1 | 27 ± 2 | 29 ± 1 | 9 ± 1 | 17 ± 2 |
| * | ** | ** | ** | ** | ** | ||||||
| n.d.: not detected (below element specific threshold). | |||||||||||
Table 3: Heavy metal content in the raw material and the MAHC samples. The stars indicate the level of significance (*, p < 0.05; **, p < 0.01; ***, p < 0.001).
