Since FLDs are highly strain path-dependent, the linearity of the strain path for each test condition was verified by analyzing the DIC results; the strain paths are proportional throughout deformation for each test condition. The range of the minor-to-major strain ratio is approximately -0.37 (uniaxial condition) to 0.26 (near biaxial condition). By processing data for different AA6082 conditions, forming limit data for different strain paths were determined and hence, the FLDs for AA6082 at hot stamping conditions were obtained through curve fitting. In Figure 3, forming limit data were obtained at various temperatures, strain rates, and strain paths after the heating and cooling processes. The fitted dashed lines indicate the formability of this alloy, AA6082. A forming limit curve identifies the boundary between uniform deformation and the onset of plastic instability or diffuse necking, which lead to failure. The region above the curve represents potential failure, and the region below the curve is regarded as a safety region, where uniform deformation occurs at the corresponding testing conditions. A higher FLC indicates that the material has better formability if the shape remains the same.
Formability tests using the novel in-plane biaxial tensile testing system were conducted at the designated deformation temperatures and strain rates after the heating and cooling processes. It was found that, when the strain rate increases from the designated strain rate of 0.01/s to 1/s, the forming limit of AA6082 increases. The forming limit has a larger increase, from 0.1/s to 1/s, than from 0.01/s to 1/s, as shown in Figure 4 (a).
In Figure 4 (b), there is a monotonic increase in the forming limit from 370 °C to 510 °C. This indicates that high formability of AA6082 can be obtained at a higher temperature under hot stamping conditions. The three forming limit curves are quite close to each other on the left side of the FLD, which means that the sensitivity of temperature dependence is larger for tension-tension biaxial strain paths than for tension-compression strain paths.
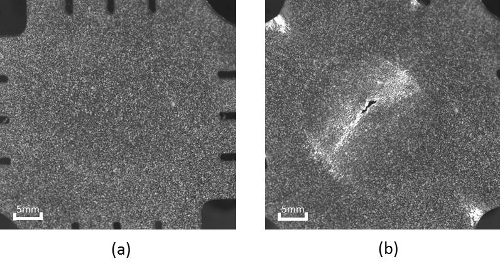
Figure 1: An example of a stochastic pattern in a cruciform specimen before biaxial stretching (a) and after biaxial stretching (b). The pattern with white dots on a black background is captured by the high-speed camera during tests. The size and density of the speckles within a pattern are subjected to the standard requirements of DIC analysis15. Please click here to view a larger version of this figure.
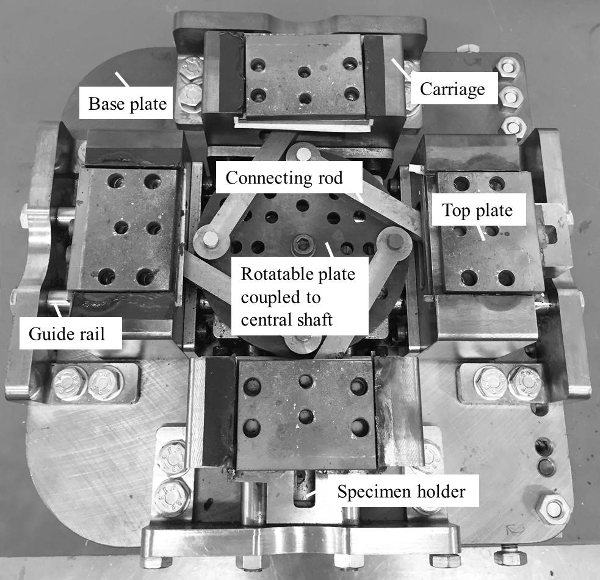
Figure 2: The assembled biaxial testing apparatus. The apparatus includes a base plate, a central shaft, rotatable plates, carriages, guide rails, and connecting rods. It is mounted in the chamber of the resistance heating uniaxial testing machine. Key components have been marked in the figure. Please click here to view a larger version of this figure.
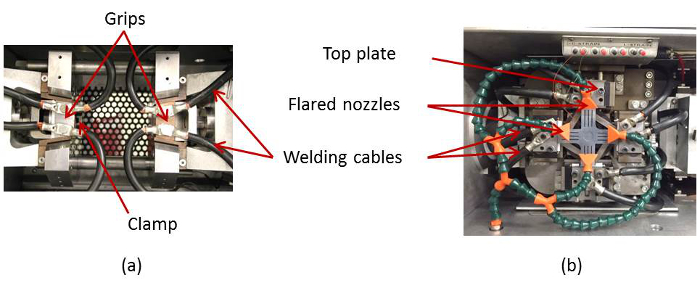
Figure 3: Setup of grips and the biaxial testing apparatus in the chamber of the uniaxial testing machine. (a) The grips and the clamp. (b) The biaxial testing apparatus and nozzles for air cooling. Please click here to view a larger version of this figure.

Figure 4: FLDs of AA6082 at (a) different strain rates and (b) different temperatures under hot stamping conditions. The symbols are the results of the forming limits under different conditions. The dashed lines were obtained through the polynomial fitting algorithm. Please click here to view a larger version of this figure.
