1. Hydrate formation on water droplet in cyclopentane
NOTE: The experimental procedure described below is for the study of hydrate formation on a water droplet in cyclopentane using the IMPd and hydrate visualization cell described in the introduction.
- Attach a 19 G needle to the 1 mL glass syringe (Figure 2b, C).
- Rinse the 1 mL glass syringe and 19 G needle 3x with DI water.
- Fill the syringe with DI water.
- Fill the hydrate visualization cell (Figure 2b, E) with 25 mL of cyclopentane.
- Using the syringe, insert a droplet of DI water (i.e., 50−100 µL) at the bottom of the hydrate visualization cell. This water droplet is the seed hydrate.
NOTE: The drop should be placed at the bottom of the hydrate visualization cell. The purpose of the seed hydrate is to initiate the formation of the hydrate and to form consistent nucleation and tracking of the growth rate. - Place the temperature sensor inside the hydrate visualization cell, close to the bottom of the cell.
- Put the acrylic cover on the hydrate visualization cell to prevent evaporation of the cyclopentane. Use screws to keep the cover in place.
- Adjust the lights and camera to focus. Adjust the focus on the seed hydrate.
- Set the temperature of the Peltier plate to -5 °C in the temperature control device.
- Check the temperature values read by the temperature sensor.
- Once the temperature reaches -5 °C, make sure the droplet at the bottom (seed hydrate) turns to ice.
- Set the temperature of the Peltier plate to 2 °C in 0.5 °C increments.
- When the temperature reaches 2 °C, fill the plumbing with water using the syringe, and lower the brass hook into the cyclopentane to equilibrate for 5 min.
NOTE: This temperature ensures the solid ice is converted to hydrate, because the system is above the melting point of ice, yet below that of cyclopentane hydrates11. - Start recording with the camera.
- Press the Start Measurement on the pressure transducer software to start the digital transducer recordings.
- Connect the syringe to the syringe pump.
- Set the syringe pump to inject a volume of 2 µL and activate. The syringe will plunge the water into the cyclopentane bath to form the submerged droplet.
- Use a needle tip to remove a small piece of the seed hydrate.
- Bring the needle tip with the piece of seed hydrate (Figure 3a) into brief contact with the water droplet (Figure 3b) to initiate the formation of the hydrate on the water droplet.
- Press Record on the camera capture software. Record images of the crystallization process of the droplet hemisphere from the camera at 1 Hz.
2. Hydrate formation on water surfactant droplet in cyclopentane
NOTE: Hydrate crystallization experiments with surfactant solutions are performed in the same way as pure water. However, when using a surfactant solution to study the surfactant effect on hydrate crystallization there is a need to find the critical micelle concentration (CMC) of each surfactant. The CMC can either be found in the literature9 or using the method described below.
- Prepare 50 mL of standard solutions of sorbitane monolaurate, PEG-PPG-PEG, and polyoxyethylenesorbitan tristearate by dissolving a measured mass of each surfactant into deionized water to prepare a series of 12 solutions of each surfactant, each representing a different concentration ranging from 10-4 g/100 mL–1 g/100 mL.
- Prepare solutions of sorbitane monooleate in cyclopentane at different concentrations.
NOTE: Cyclopentane is used due to the high level of hydrophobicity and low solubility of sorbitane monooleate in water. The same concentrations are used for sorbitane monooleate as well. - Measure the surface tension of each surfactant solution using the stalagmometry method.
- Place the syringe pump and syringe vertically as shown in Figure 4 in order to count falling drops.
- Program the pump to expel 1 mL of solution at a rate of 0.5 mL/min and release the drops into the air.
- Obtain the drop volume (V) as an average by dividing 1 mL by the number of observed drops.
- Test each solution at least 3x.
- Calculate interfacial tension using

where g is the acceleration due to gravity, Δp is the density change at the interface (i.e., the density difference between the surfactant solution and air), V is the droplet volume, F is an empirical correction given by12

NOTE: Alternatively, surface tension of some surfactant solutions can be found in the literature9. - Plot the surface tension as a function of concentration. The surface tension will decrease with increasing surfactant concentration until it flattens and becomes constant.
- Find the CMC for each surfactant (i.e., the concentration where the surface tension flattens) and use it in the experiments.
NOTE: Increasing the surfactant concentration will not change the surface tension.
- Repeat the experimental procedure in section 1, but instead of water use surfactant solution at various concentrations compared to the CMC (i.e., 0.1x CMC, 1x CMC, and 10x CMC).
3. Image processing and interfacial stress measurements
NOTE: Tracking the conical and planar hydrate growth is performed with visual analysis methods. The software programs used are described in the Table of Materials. An example of the contour detection and coloring can be found in Figure 5. Because the camera only captures 2D projection of the spherical droplet, a 3D reconstruction needs to be created.
- Tracking the hydrate growth
- Open the first image of the image sequence using image processing software.
- Use the Length tool in the software to measure the length of the brass tube in the image.
- Set the scale of the brass tube in the image based on the known diameter of 1/16 in. (1.588 mm).
- Select 10 equally spaced snapshots from each sequence. The snapshots should capture the full process, from the point of nucleation to full droplet conversion.
- Repeat the scale setting (steps 3.1.1−3.1.3) for the 10 chosen snapshots.
- Use the software to manually detect the contour of the drop in every frame. Mark the contour in red (Figure 5b).
- Use the software to manually detect the contour of the hydrate in every frame. Color the entire area of the entire area of the hydrate in black (Figure 5b).
- Use mathematical modelling software to form a 3D reconstruction of the drop as a correction to the surface area.
NOTE: Full details on the construction of the 3D surface area is described in Dann et al.13.
- Apparent average interfacial stress measurements
NOTE: Apparent average interfacial stress is calculated using the internal pressure data collected from the pressure transducer.- Use the recorded data from the pressure transducer (ΔP).
- For every data point, use the Young-Laplace relation14 to determine the apparent average interfacial stress (y),
where R1 and R2 are the droplet radii of curvature and ΔP is the change in pressure within the droplet relative to t = 0.
NOTE: In the initial period following droplet formation, the two radii are approximately equal, hence R1 and R2 in the Young-Laplace equation can be replaced with the radius of the predetermined 2 µL drop equal to R = 782 µm.
Using this experimental system one can examine the hydrate formation at the oil-water interface and measure the interfacial stress associated with the crystallization process. Figure 6 shows a representative set of results that include both crystal formation and interfacial stress. In the planar shell growth (Figure 6a), the crystal grew from the two poles towards the equator. For that reason, in the planar crystal, the hydrate shell grew constantly. In pure water and low surfactant concentrations the hydrate formed a planar shell morphology, as can be seen in Figure 6a. The change in pressure and apparent average interfacial stress over time shown in Figure 6b showed a gradual decrease in apparent average interfacial stress as the hydrate growth progressed for the planar shell morphology. As the hydrate grew and covered the surface, there was less available area for the surfactant molecules, hence the same number of surfactant molecules occupied a smaller surface area, which resulted in decreased apparent average interfacial stress. The conical morphology (Figure 6c) was observed in high surfactant concentrations. Here the hydrate grew as a conical crystal. When the conical crystal became large enough, a portion of the cone broke free from the droplet surface. This growth pattern happened over and over again in an oscillatory manner. The crystal started to grow until it reached a critical size, then it broke and the process started all over again. Apparent average interfacial stress measurements (Figure 6d) showed an initial decrease in interfacial stress as the conical crystal started to grow. In the initial stages of the growth process there was a reduction of available surface area for the surfactant molecules. The conical crystal grew and at some point reached its critical size. Further growth of the crystal resulted in detachment from the droplet's surface. The cone breakup from the surface resulted in a sudden increase in the available surface for surfactant molecules and an increase in the interfacial stress. A crystal then started growing again, which resulted in an oscillatory behavior of the apparent average interfacial stress. This oscillatory behavior can be seen in Figure 6d.
By tracking the hydrate growth, we can get information on the ability of the surfactant to inhibit hydrate formation. The collective growth rates of all surfactant solutions at low (i.e., 0.1 CMC), medium (i.e., CMC), and high (i.e., 10 CMC) concentrations are presented in Figure 7. Because the standard deviation among the three independent measurements of every surfactant concentration was <5%, error bars are not presented. In general, surfactant solution inhibited hydrate growth compared to pure water. The surfactant that was most effective in inhibiting hydrate formation was polyoxyethylenesorbitan tristearate at high concentration (i.e., 10 CMC). The hydrates formed with this surfactant had a growth rate nearly 3x slower than the hydrates formed with the next best surfactant (i.e., sorbitane monolaurate at 10 CMC). We also found that the most efficient crystal formation in terms of hydrate inhibition was the conical crystal. We also found that conical crystals were the most effective for hydrate inhibition. Because a conical crystal cannot grow past a certain size, the hydrate grows slower than a planar crystal. Hence, surfactants that force the hydrate to form conical crystals were the most efficient.
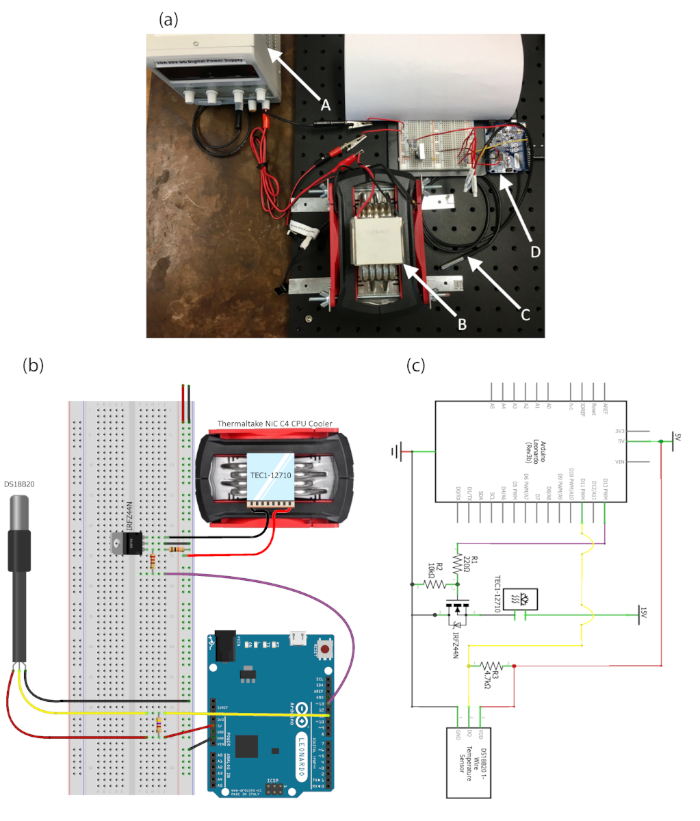
Figure 1: Hardware assembly of the Integrated Modular Peltier Device (IMPd). (a) Assembled temperature control system showing the arrangement of A) the power supply, B) Peltier on heatsink, C) temperature probe, and D) microcontroller. (b) Schematic description of the different components of the IMPd system. (c) Wiring schematic with all components of the control loop and the pinouts shown. Please click here to view a larger version of this figure.
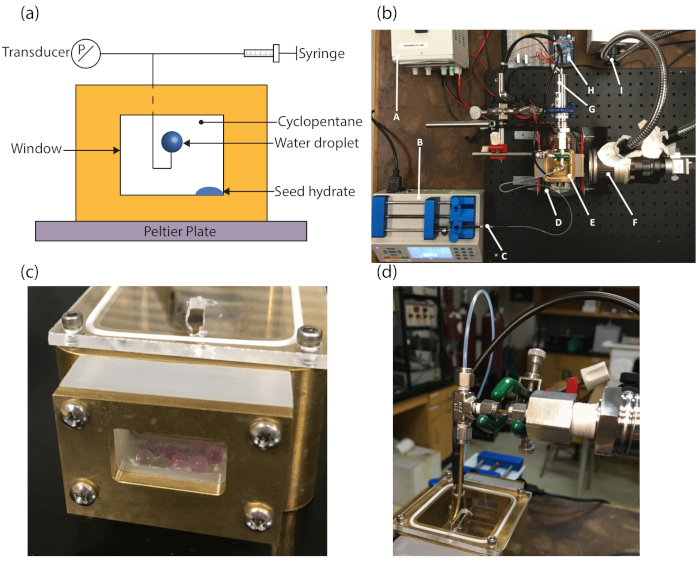
Figure 2: Hydrate visualization cell. (a) Schematic description of the hydrate visualization cell. (b) Mounting hardware and equipment layout: A) power supply, B) pump, C) syringe, D) heatsink, E) brass visualization cell, F) camera lens, G) transducer, H) microcontroller, I) illumination. (c) Brass visualization cell with cover and silica desiccant. (d) Plumbing route from the syringe pump to the transducer and brass hook via PTFE tubing and T-fitting. Reprinted (adapted) with permission from Dann et al.13. Please click here to view a larger version of this figure.
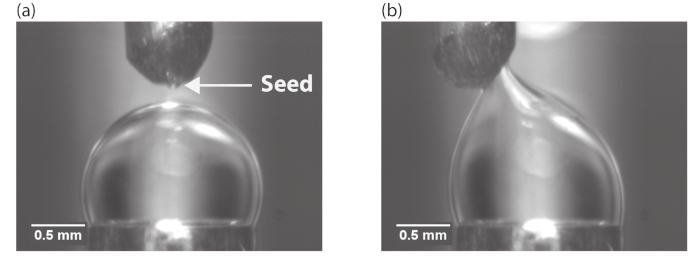
Figure 3: Nucleation by seed hydrate. (a) The seed hydrate was picked from the bottom of the hydrate visualization cell using the tip of a needle. (b) The seed hydrate is brought into contact with the water droplet to initiate the hydrate crystallization process. Reprinted (adapted) with permission from Dann et al.13. Please click here to view a larger version of this figure.
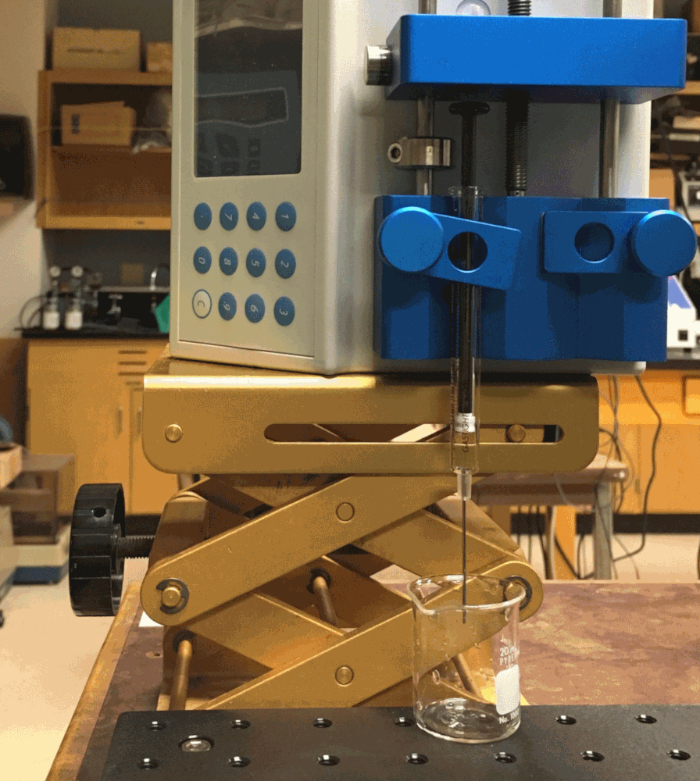
Figure 4: Drop counting experimental setup for surface tension measurements. Please click here to view a larger version of this figure.
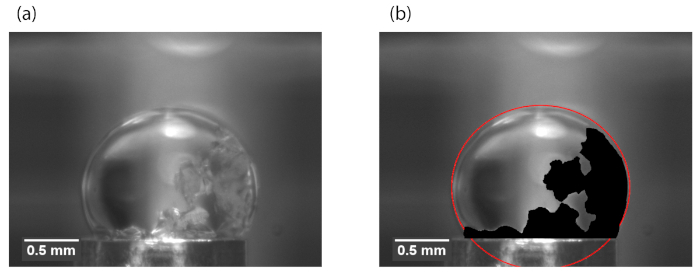
Figure 5: Example hydrate region for surface area analysis. (a) Raw image of the hydrate on the drop. (b) The drop contour is marked in red, the hydrate area is marked in black. The length scale is determined from the measurement of the known diameter of the brass tube at the bottom of the image. Reprinted (adapted) with permission from Dann et al.13. Please click here to view a larger version of this figure.
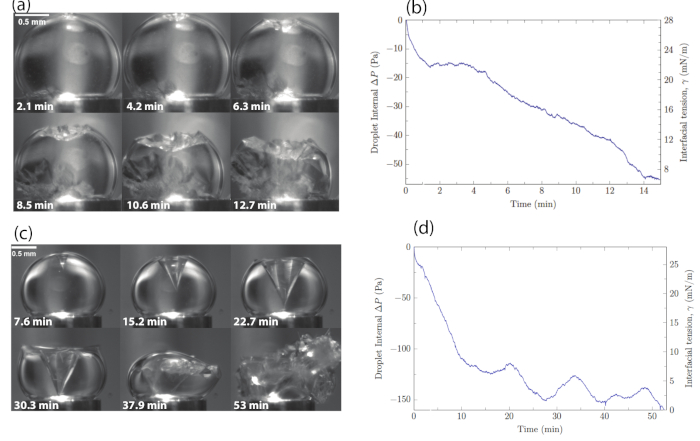
Figure 6: Time lapses and apparent average interfacial stress measurements for the different crystal types. (a) Time lapses of the planar growth for low surfactant concentration. (b) Pressure difference inside the drop read by the pressure transducer. The apparent average interfacial stress values were evaluated using the Young-Laplace equation as described in Dann et al.13. (c) Time lapse of conical hydrate growth for high surfactant concentration. (d) The change in pressure within the droplet relative to t = 0 and the corresponding apparent average interfacial stress values as a function of time during the hydrate growth process of the conical hydrate. Reprinted (adapted) with permission from Dann et al.13. Please click here to view a larger version of this figure.
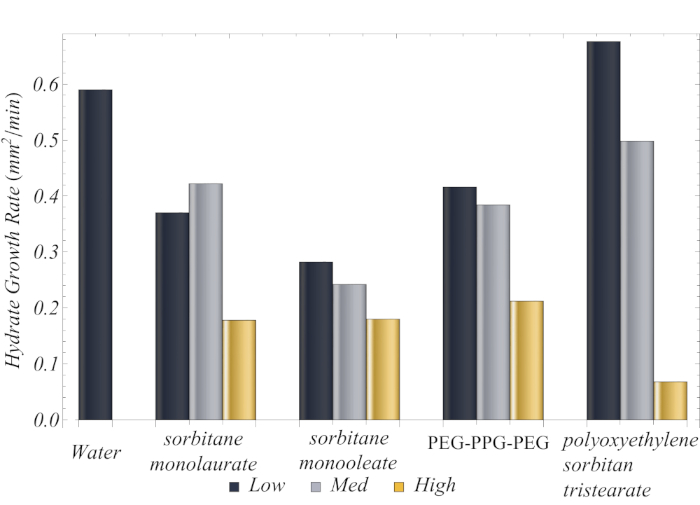
Figure 7: Hydrate growth rate for all surfactant solutions at low (0.1 CMC), medium (CMC), and high (10 CMC) concentrations. Reprinted (adapted) with permission from Dann et al.13. Please click here to view a larger version of this figure.
