Ten nickel-based alloy samples (#1-#10) are used to construct internal-standard calibration curves. The compositions of all samples are listed in Table 1. The elemental concentrations of these samples are orthogonally designed to avoid signal interference. The concentration of each element in all samples is measured with chemical analysis methods.
Nickel is the internal standard element. The calibration curves of Cu, Ti, Mo, Al, and Cr are constructed. Figure 2 に Figure 6 show the calibration results. In these figures, the X-axis represents the concentration of the calibrated elements, and the Y-axis represents the relative signal intensity ratio of the calibrated element after the disposal process of background correction and peak fitting. The error bar of each point in these figures shows the fluctuation range of the signal strength with twenty frame measurements. The calibration parameters of these elements are listed in Table 3 に Table 7. The linear curve fitting results, including the residual sum of squares, Pearson's r, and the linear fitting coefficient R2, are shown from Figure 2 に Figure 6. The intercept and slope of the coefficient of determination are also shown in these figures. The calibration curves show a near-linear relationship between the concentration of the element and the peak intensity. The spectral lines used for each element were introduced in the legend of these figures. These lines are searched by a method of filtration. All signal peaks are filtered by the signal intensity, the central of wavelength, and the Lorenz fitting effect. These selected peaks are chosen by a permutation-combination analysis of the fitting factor R2.
According to the standard of International Union of Pure and Applied Chemistry (IUPAC), 3σ limit of detection (LOD) of Cu, Ti, Mo, Al and Cr are calculated and listed in Table 8. Other elements, such as Si, C, and Nb, are analyzed. The RSD ranges from 4-6%, and the R2 exceeds 0.93. The precision can be improved if a better relative standard is employed.
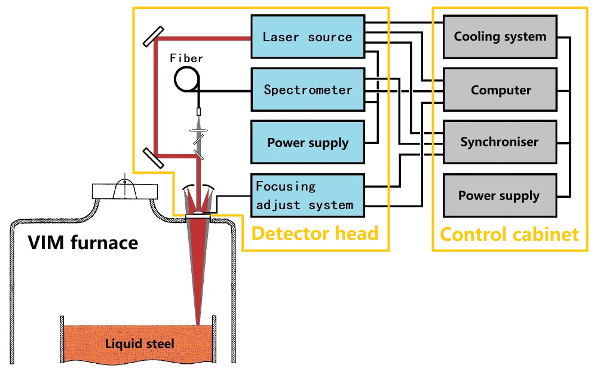
Figure 1: Experimental setup of quantitative analysis in the process of vacuum induction melting by laser-induced breakdown spectroscopy. Please click here to view a larger version of this figure.
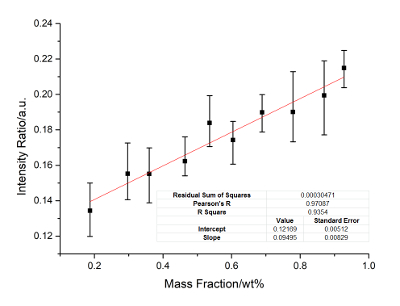
Figure 2: Calibration curves of Cu. Internal standard lines include Cu: 224.70 nm, Ni: 241.61 nm and 233.75 nm. Please click here to view a larger version of this figure.
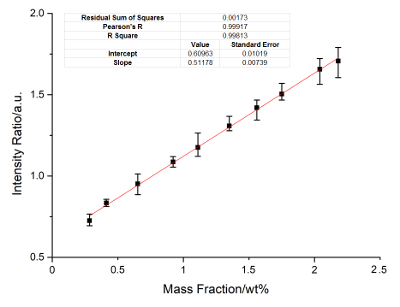
Figure 3: Calibration curves of Ti. Internal standard lines include Ti: 444.38 nm and 337.22 nm, Ni: 445.90 nm and 313.41 nm. Please click here to view a larger version of this figure.
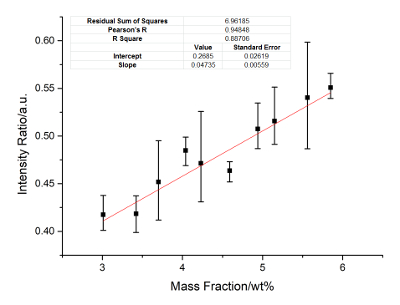
Figure 4: Calibration curves of Mo. Internal standard lines include Mo: 342.23 nm, 346.02 nm, and 277.44 nm, Ni: 440.16 nm and 336.68 nm. Please click here to view a larger version of this figure.
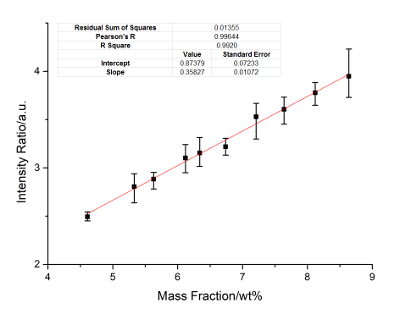
Figure 5: Calibration curves of Al. Internal standard lines include Al: 272.31 nm, 231.22 nm, and 334.85 nm, Ni: 221.65 nm, 332.23 nm, and 440.16 nm. Please click here to view a larger version of this figure.
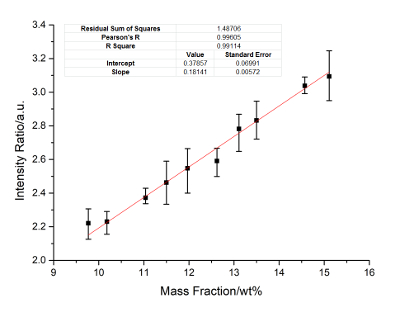
Figure 6: Calibration curves of Cr. Internal standard lines include Cr: 286.51 nm, 302.67 nm and 342.12 nm, Ni: 224.27 nm, 233.75 nm, and 350.08 nm. Please click here to view a larger version of this figure.
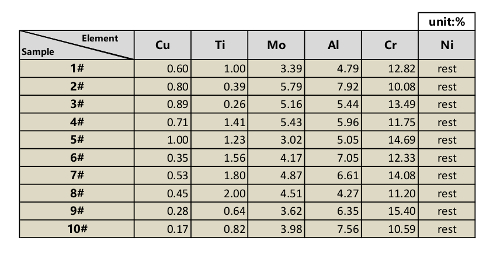
Table 1: Raw material ingredients in the experiment.
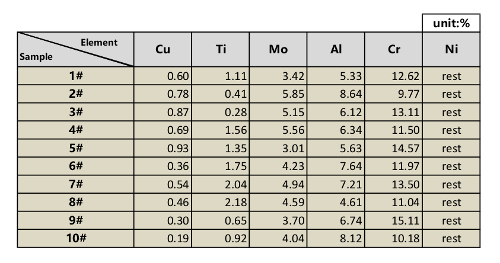
Table 2: Standard nickel-based alloy samples ingredient measured results.

Table 3: Calibration data of Cu.
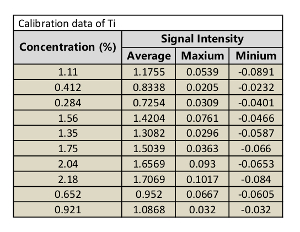
Table 4: Calibration data of Ti.
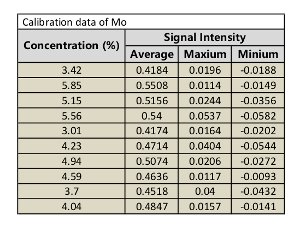
Table 5: Calibration data of Mo.
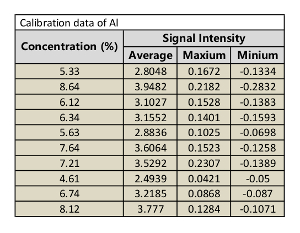
Table 6: Calibration data of Al.
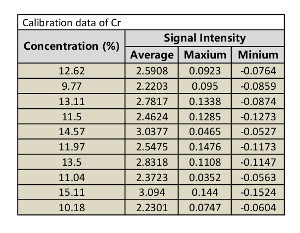
Table 7: Calibration data of Cr.

Table 8: Limit of detection of Cu, Ti, Mo, Al, and Cr.
