The construction of the reconfigurable microchannel is shown in Figure 1. Multiple rectangular pins were placed on a glass substrate and were lined up so that the long side of the pins were in contact. A PDMS sheet with punched holes and a recess of the same depth as the pin height covered the ends of the pins to form the channel inlet/outlet reservoirs, channel ceiling, and another sidewall opposite to the channel wall that consisted of the pins. The region surrounded by pins, a wall (one of the faces of the PDMS sheet), and the glass substrate form one microfluidic channel.
As previously described, the reconfigurability of the proposed microfluidic system is achieved by many small pins placed in parallel with very small but non-zero gaps. The problem in previous reports was the strong flow generated through the gaps by the capillary effect. To overcome this problem, the gaps were first filled with a gap filler. In this protocol, a disperse mixture of viscous hydrocarbon and fluoropolymer powder was used as a gap filler. However, the gap filler itself is also subject to the capillary effect. Therefore, as shown in Figure 1, the resulting reconfigurable microchannel has both hydrocarbon/fluoropolymer gap filler and an elastomeric barrier formed around the outer perimeter of the gap filler. Thinning the middle of the pins is needed to accommodate a sufficient amount of gap filler to ensure the thickness and strength of the elastomeric barrier between two pins.
Figure 2A shows a drawing of a pin that forms a sidewall segment. Stainless steel grade 316L was selected as the material due to its corrosion-resistant and low leaching properties. However, an extra passivation process was required to make pins cell culture compatible. A pin must have a precisely rectangular tip without burrs to successfully form a sidewall segment. In addition, a pin must have a "handle" so that the pin can easily be moved by pushing the handle. Because each pin has a narrow middle, the thickness of elastomer between pins was enough to withstand shear caused by pin movement. Unlike other parts comprising the device, the fabrication of pins, except middle thinning, should be ordered from a company specializing in electrical discharge machining (EDM) because it is one of the most precise and cost-effective methods of machining small parts made of hard metals. Performing middle thinning by etching yourself reduces the cost of machining and the risk of bending or breaking during machining.
To confirm that the gap filler, the elastomeric barrier, and eventually the watertightness of the reconfigurable microchannel function properly, leak detection by fluorescence was used. Figure 3 shows a fluorescence image of the area near the edge of the elastomeric barrier 3 days after the microchannel was filled with water containing fluorescent tracer dye. The fluorescence image shows that the liquid filling the channel reached a depth of about 200 µm from the visible edge of the elastomeric barrier. However, the liquid did not reach the gap filler. Additionally, no leakage of gap filler through the elastomeric barrier was observed. This observation indicates that the tight fit between the narrow middle of the pins and elastomeric barrier prevented the migration of liquid through the gaps.
Finally, we performed long-term cell culture with the culture area adapted by gradually expanding the sidewall of the reconfigurable microfluidic device as shown in Figure 4A. At 0 d, a small number of cells were confined within a space equal to one pin-width and other cells were aspirated. At 2 d, the cells were attached to the bottom surface and started proliferating. Two pins were retracted so that all cells were clearly visible, although the confluency was still low. At 5 d, the cells continued to proliferate and the confluency increased. At 6 and 9 d, two other pins were retracted to keep the cells underconfluent. The effect of gradual expansion of the culture area is shown in Figure 4B. There were sudden changes in the cell density on the day the pin(s) were retracted. However, the growth rate of the cell count was kept constant, while that seen in typical cell culture is exponential.
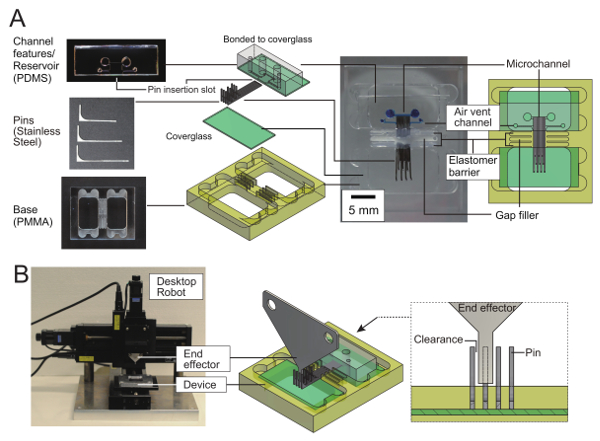
Figure 1: Reconfigurable microfluidic device with one pin-discretized sidewall. (A) Parts and construction of a reconfigurable microfluidic device. The device has one straight channel with one sidewall formed by the ends of 10 stainless steel pins inserted into PDMS/glass microchannel features. Gap filler and an elastomeric barrier prevents liquid from leaking through the pin gaps. Coverglasses, gap filler, and the elastomer barrier are fixed to a polymethylmethacrylate (PMMA) base. (B) Automated pin manipulator. An end effector made from a sheet of metal is fixed to a 3-axis desktop robot. To move one pin, the end effector pushes its vertical end. Pins with different lengths are placed at an interval of three times the pin width. The interval ensures that the end effector mates one pin at one time with enough clearance. Please click here to view a larger version of this figure.
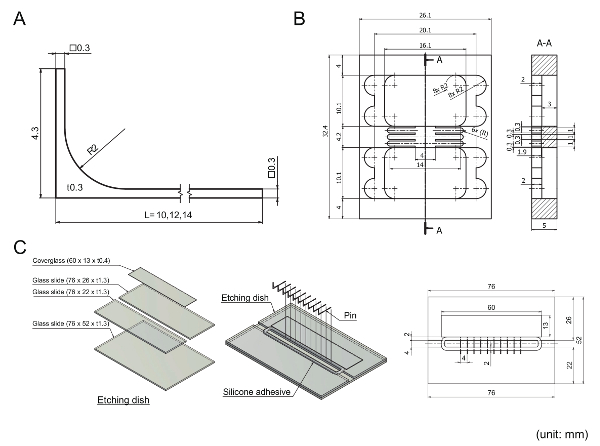
Figure 2: Mechanical drawing of machined parts used in the protocol. Units are in millimeters; R indicates a radius dimension; the square symbol (□) indicates square features; t indicates thickness. (A) A 316L stainless steel pin as a part of the sidewall. Pins can be ordered and machined as described. Thinning of the pin middle to make dog bone-like shapes is not reflected in this drawing because this was not ordered as part of the machining but was performed as part of the protocol. (B) A polymethylmethacrylate (PMMA) base that holds the coverglasses, gap filler and elastomeric barrier in place against pin movement. (C) An etching dish that is used to etch the middle of pins. To build an etching dish, four pieces of glass are bonded using silicone adhesive. A contour pattern of silicone adhesive is drawn on the dish followed by placement of the pins on the dish as shown in the drawing. Please click here to view a larger version of this figure.
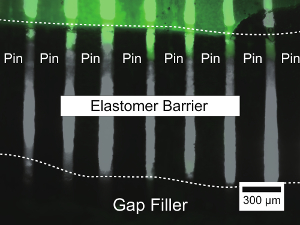
Figure 3: Fluorescence detection of leakage from a reconfigurable microchannel through pin gaps. Fluorescence image of green fluorescent dye filling the reconfigurable microchannel is overlaid on a phase contrast image of the seal structure, which consists of a gap filler (opaque) and elastomeric barrier (translucent). An edge of the elastomer barrier is visible as meniscus-like features and is denoted by an upper dotted line; the interface between elastomer barrier and gap filler is shown as meniscus-like features that contact the black area and is indicated by the lower dotted line. Please click here to view a larger version of this figure.
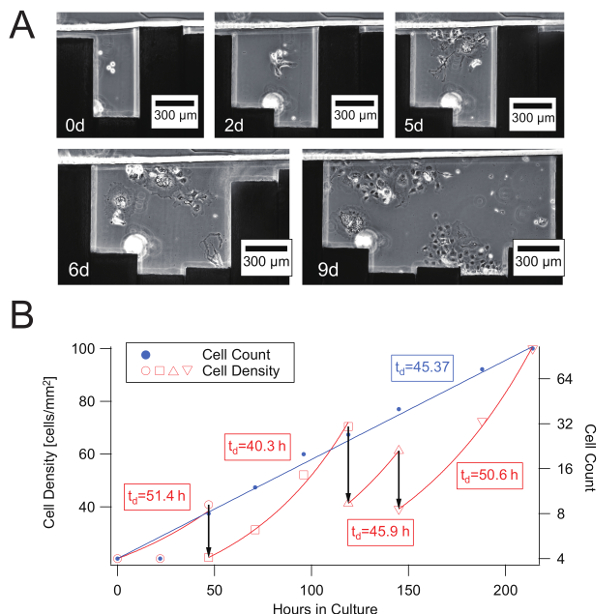
Figure 4: Progressive and continuous cell growth with variable cell culture area in a reconfigurable microchannel. (A) COS-7 cell growth in a cell culture area confined by moving sidewalls. (B) Growth curve and time evolution of the density of COS-7 cells confined in variable-size culture areas in the reconfigurable microchannel shown in A). Three vertical arrows denote expansion of the cell culture area at 2, 5, and 6 d, respectively. In addition to cell count, cell densities are shown for the same culture areas, fitted individually to each exponential growth curve, and used to estimate the local doubling time (td [h]) shown in the frames. Please click here to view a larger version of this figure.
