The pulsed eddy current (PEC) sensing technique is perhaps the most versatile member of the family of eddy current (EC) non-destructive evaluation (NDE) techniques and has many applications in detection and quantification of defects, and the geometry of metals and metallic structures1. Thickness quantification of conductive ferromagnetic wall-like structures, having wall thicknesses of no more than a few millimeters to a few tens of millimeters, is a high demand engineering service in the field of structural health monitoring of infrastructure. Critical infrastructure made of ferromagnetic alloys that require this service are commonly available in the energy, water, oil, and gas industries. While PEC sensors can be designed following several architectures, the detector coil-based architecture was determined to be the most effective and commonly used in condition assessment of ferromagnetic materials2,3,4,5. Therefore, it is the detector coil-based PEC sensor architecture that sets the foundation to the problem of thickness quantification of conductive ferromagnetic materials.
The detector coil-based PEC sensor architecture is typically comprised of two concentrically wound, air cored, conductive coils2,3,4,5,6 (typically copper coils). It is quite common to wind these coils to be circular in shape2,3,4,5,6, but occasionally, rectangular shaped coils6 have been used. From the two coils in the sensor, one behaves as an exciter coil while the other acts as the detector coil. In a PEC sensor, the exciter coil is excited by a voltage pulse – something that can be characterized as a Heaviside step function in principle. This pulsed excitation generates a transient magnetic field (called the primary field) around the sensor. When the sensor is placed adjacent to a conductive test piece (e.g., a conductive ferromagnetic wall-like structure), this transient magnetic field induces time varying eddy currents in the test piece. These eddy currents generate a secondary magnetic field (called the secondary field) that opposes the primary field. In response to the resultant effect of the primary and secondary fields, a transient voltage is induced in the detector coil – which becomes the time domain PEC signal of interest for this work.
The PEC sensor detector coil voltage decay rate (denoted as β) has been reported6,7,8 to show the proportionality β  μσd2, when a signal is acquired placing a PEC sensor above a conductive ferromagnetic layer of magnetic permeability μ, electrical conductivity σ, and thickness d. Although this decay rate signal feature has considerable immunity to parameters such as sensor size, sensor shape, and lift-off6,7,8, which makes the decay rate highly desirable for challenging NDE scenarios such as in situ pipe condition assessment9,10,11, this feature must be calibrated (i.e., μ, σ of the material being inspected be estimated) to enable thickness (i.e., d) quantification. To enable conventional methods of decay rate-based thickness quantification6,8, this calibration must be done by extracting calibration samples6,8 or by involving eddy current-based material property characterization methods12,13. Alternatively, the complexity of calibration can be avoided by representing thickness in the form of relative thickness. Suppose an NDE exercise is carried out and β values are extracted from signals, then, the β value qualitatively representative of the maximum thickness point in the test piece is considered as a reference (i.e., βref μσdmax2); then, the thickness of any other location can be represented as a percentage of the maximum thickness in the form
μσd2, when a signal is acquired placing a PEC sensor above a conductive ferromagnetic layer of magnetic permeability μ, electrical conductivity σ, and thickness d. Although this decay rate signal feature has considerable immunity to parameters such as sensor size, sensor shape, and lift-off6,7,8, which makes the decay rate highly desirable for challenging NDE scenarios such as in situ pipe condition assessment9,10,11, this feature must be calibrated (i.e., μ, σ of the material being inspected be estimated) to enable thickness (i.e., d) quantification. To enable conventional methods of decay rate-based thickness quantification6,8, this calibration must be done by extracting calibration samples6,8 or by involving eddy current-based material property characterization methods12,13. Alternatively, the complexity of calibration can be avoided by representing thickness in the form of relative thickness. Suppose an NDE exercise is carried out and β values are extracted from signals, then, the β value qualitatively representative of the maximum thickness point in the test piece is considered as a reference (i.e., βref μσdmax2); then, the thickness of any other location can be represented as a percentage of the maximum thickness in the form  , presenting a relative thickness as the output, which is still useful qualitative information as an NDE output that also carries the simplicity of not having to calibrate for μ, σ. The protocol presented herein describes the steps to be followed to accomplish this.
, presenting a relative thickness as the output, which is still useful qualitative information as an NDE output that also carries the simplicity of not having to calibrate for μ, σ. The protocol presented herein describes the steps to be followed to accomplish this.
Since the decay rate β shows generality to the detector coil-based PEC sensor architecture while showing immunity to parameters of the sensor design as well as lift-off6,7,8,14, practitioners may use any detector coil-based PEC sensing system of their choice on a suitable conductive ferromagnetic material to perform relative thickness quantification following the protocol here. A PEC sensor design example for a conductive ferromagnetic material is available for interested readers15. The signals and results presented in this work were acquired using the PEC system developed by University of Technology Sydney6,8. The conductive ferromagnetic material used for representative results acquired by the PEC system is grey cast iron extracted from a pipe test-bed9,10,11 in Sydney Australia.
It should be noted that the methods, results, and discussions presented in this publication explicitly focus on the use of the detector coil-based PEC sensor architecture's time domain signal's decay rate for thickness quantification of conductive ferromagnetic materials. The publication does not include a broader discussion on general conventions of PEC sensing principles and sensor configurations. Other published work16,17,18 can be useful for readers to gain more insight about PEC sensor configurations other than the detector coil-based sensor architecture.
1. Extracting the decay rate β from an available detector coil-based PEC signal
- Express an available experimentally captured PEC signal (i.e., a time domain detector coil voltage (denoted as V(t))) in the logarithmic form of ln[V(t)]. A typical PEC signal expressed in the form of ln[V(t)] is shown in Figure 1.
- Find a linear region in the form of
 such that the signal satisfies the condition
such that the signal satisfies the condition  where
where  . As per the signal in Figure 1,
. As per the signal in Figure 1,  happens to be a satisfactory and practicable linear region.
happens to be a satisfactory and practicable linear region. - As illustrated in Figure 2, fit the straight-line model
 to the experimental signal data within the identified linear region and estimate the value of β.
to the experimental signal data within the identified linear region and estimate the value of β.
2. Quantification of relative thickness
- Suppose there are multiple signals (Figure 3) acquired from an NDE task performed on a conductive ferromagnetic test piece having varying thickness. First, identify a linear region common to all signals and extract β values. As per the signals in Figure 3,
 seems to be an adequate and practicable linear region.
seems to be an adequate and practicable linear region. - Select the maximum β value and label it as βref since the maximum β value should in principle correspond to the maximum thickness according to the β μσd2 proportionality6,7,8.
- Express relative thickness percentage in the form
 , where the index
, where the index  corresponds to the
corresponds to the  th measurement.
th measurement.
3. PEC_Signal_Processor installation
- Locate the file PEC_Signal_Processor.exe. Double click the file and allow to execute.
- When the interface below appears, click Next. When the interface pops up, specify the file location for installation, and tick the checkbox Add a shortcut to the desktop to add the software icon to the desktop. Then click Next.
- Specify the installation location for the required Runtime Environment, then click Next. If the required Runtime Environment is already installed, just click Next.
- Read, and agree to prompted license terms and conditions. Then click Install.
- Click Finish when installation is complete. The desktop icon will appear.
4. Preparation of signals
- Ensure the PEC sensor outputs [raw signals, i.e., V(t)] are arranged as a table.
- Copy the table containing signals to the desktop (or to a folder contained within the parent directory where the application is installed). For convenience, the desktop is recommended.
5. Executing the application
- Double click the desktop icon to run the application. The interface will open.
- Load signals by clicking on the Load Signals tab and select the file containing the signals in order to import the signals to the software interface.
- Wait until the number of signals which is contained within the table containing raw signals appear in front of Number of Signals =.
- Click on Plot Signals and observe the signals plotted in logarithmic scale.
- Click on the Zoom tab and adjust the plot window for the linear region to be clearly visible.
- After observation, decide on reasonable lower and upper margins for the linear region and enter the values in the editable text spaces.
- Click on Plot Margins and wait for the margins to be plotted in green.
- Click on Extract Features and observe how straight-line segments are plotted in red.
- Click on Calculate Relative Thickness and observe how a histogram of calculated relative thickness values is plotted.
- Click on Save Relative Thickness to save the calculated relative thickness values. Provide a filename and click OK.
- Confirm filename by clicking OK again to confirm the filename. The relative thickness values will be saved as a table on the desktop.
Representative results within this section have been generated using the PEC signals provided as supplementary material with reference8; as mentioned above, the signals have been captured on grey cast iron samples extracted from the pipe test bed in Sydney Australia, whose location and vintage details are provided in references9,10,11.
Figure 1 shows the typical shape of a time domain signal (expressed in the logarithmic form) captured from a detector coil-based PEC sensor while Figure 2 shows an indicative linear region of the logarithmic signal as t >> 0 from which the decay rate feature β is extracted. Multiple PEC signals are shown in Figure 3; a signal showing an indicatively maximum β value is included. Such a maximum β value can be used as the reference β values to quantify relative thickness using the equation .
Table 1 shows some extracted β values along with relative thickness values that have been quantified using them. The results in Table 1 have been produced for the 14 mm lift-off case presented in Figure 20 of reference8; the corresponding raw PEC signals captured on grey cast iron are available in the supplementary material provided with reference8. The first column of Table 1 provides the actual thickness (in millimeters) of the grey cast iron test pieces on which the PEC signals were captured while the second column contains the corresponding β values. The maximum β value (i.e., β = 0.010078491) is considered as the reference β value (i.e., βref). Provided in the third column are the corresponding relative thickness values resulting when quantified as  and the last column lists the corresponding actual relative thickness values calculated using the actual thickness values listed in the first column. A plot of the actual relative thickness values against the relative thickness values calculated from PEC signals (i.e., calculated using β values) is shown in Figure 4. A correlation of over 99% between estimates and reality observed on this data set indicates the effectiveness of the relative thickness quantification method.
and the last column lists the corresponding actual relative thickness values calculated using the actual thickness values listed in the first column. A plot of the actual relative thickness values against the relative thickness values calculated from PEC signals (i.e., calculated using β values) is shown in Figure 4. A correlation of over 99% between estimates and reality observed on this data set indicates the effectiveness of the relative thickness quantification method.
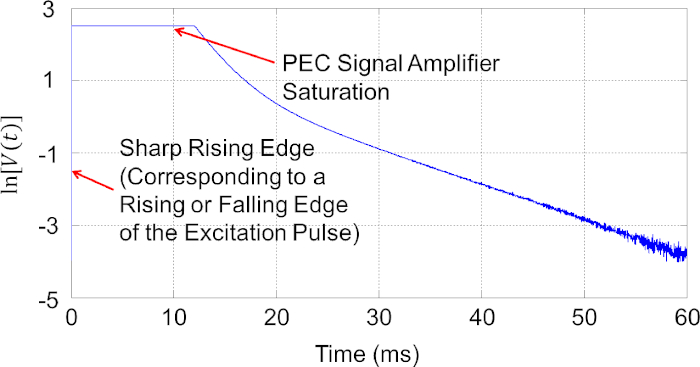
Figure 1: Typical shape of a PEC signal, i.e., induced detector coil voltage (i.e., V(t)) expressed in the form of ln[V(t)]. Please click here to view a larger version of this figure.
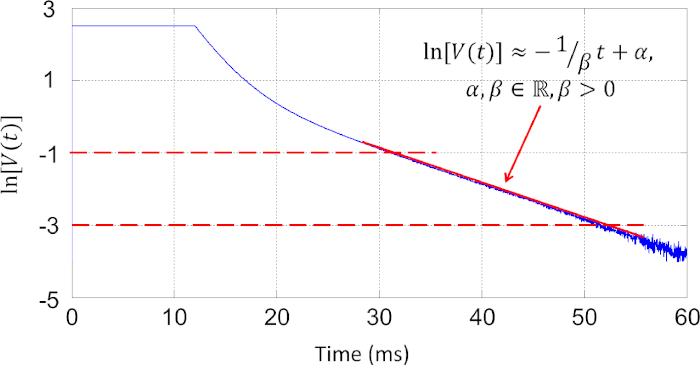
Figure 2: A representative linier region of a detector coil-based PEC signal expressed in the form ln[V(t)], as t >> 0, from where the decay rate feature (i.e., β) should be extracted. Please click here to view a larger version of this figure.

Figure 3: Multiple PEC signals resulting from an NDE exercise (performed on grey cast iron) displaying a signal indicatively showing a maximum β value, which should in principle qualitatively represent a maximum thickness according to the proportionality6,15: β μσd2. Please click here to view a larger version of this figure.
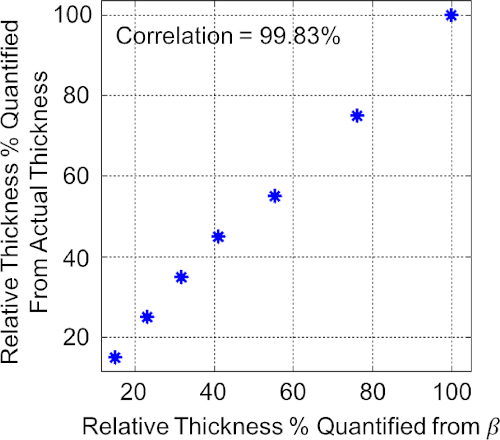
Figure 4: Correlation between Relative Thickness % quantified from actual thickness and Relative Thickness % quantified from β (based on measurements performed on grey cast iron). Please click here to view a larger version of this figure.
| Actual Thickness of Test Piece (mm) | β Value Extracted from PEC Signal | Relative Thickness % Quantified from β | Relative Thickness % Quantified from Actual Thickness |
| 3 | 0.000228395 | 15.05379428 | 15 |
| 5 | 0.000538137 | 23.10728068 | 25 |
| 7 | 0.001018941 | 31.79631773 | 35 |
| 9 | 0.001701758 | 41.09141494 | 45 |
| 11 | 0.003091023 | 55.38005157 | 55 |
| 15 | 0.005853939 | 76.2125254 | 75 |
| 20 | 0.010078491 | 100 | 100 |
Table 1: Some extracted β values along with quantified relative thickness of grey cast iron.
A protocol to quantify the relative thickness (i.e., thickness as a percentage with respect to a reference) of conductive ferromagnetic materials using detector coil-based PEC sensors was presented. The main advantage of this method is the ability to overcome the calibration requirement (i.e., overcome the need to measure or estimate the magnetic permeability and electrical conductivity of the material being inspected to enable thickness quantification). The protocol involves logarithmic representation of the time domain PEC signal, identification of a linear region at the signal's later stages, fitting a straight-line to the linear region and extracting the decay rate (i.e., β), and quantifying the relative thickness with respect to a reference through the equation , which cancels out the material properties (i.e., μσ) and produces a relative thickness due to the β μσd2 proportionality. Experimental results (Table 1 and Figure 4) show the effectiveness of the relative thickness quantification method from the protocol in this work.
Ensure the guidelines in Section 4 are followed when preparing data for import to the software interface. To avoid a heavy burden on computation and graphics hardware, arrange signals into multiple tables so that data files of smaller size can be processed separately. It is not easy to impose actual restrictions on the size of data files as that depends on the computation power available to users. A few trial and error tests are recommended to identify any file size restrictions that may apply according to computation power available to users. In terms of modifications, users may be able to program their own software packages with multiple, or any PEC signal processing algorithms of their choice, using any computation platform of their choice. A review of recently published PEC signal processing algorithms for thickness quantification of conductive ferromagnetic materials is available19.
A crucial factor that will affect the accuracy of the estimated relative thickness values is the adequacy of the excitation strength. Reference8 has reported how too little excitation strength can limit the depth of penetration reducing sensitivity to high thickness values while too much excitation strength can limit the sensitivity to low thickness values. This issue with the excitation strength means that if a particular thickness range of a particular material is assessed with an inadequate excitation strength, although the resulting decay rate might still be sensitive to thickness, it may be inaccurate in value to universally follow the principle β μσd2, which may eventually result in erroneous relative thickness values quantified as . This limitation needs to be taken note of by practitioners in situations where strict precision in quantitative NDE results matter. However, this does not become an issue in situations where quantitative outputs are not essential and qualitative representation of the test piece condition suffices. Since defining a procedure to tune the excitation strength without the use of calibration samples having known thickness is nontrivial, a good practice to counter any ambiguity with the excitation strength will be to collect signals under a range of excitation strengths. Such approaches will generate rich data sets that form bases for some advanced postprocessing and may be useful for NDE tasks performed by robotic means10,11. Further, the electrical and magnetic properties of certain inhomogeneous conductive ferromagnetic materials, such as grey cast iron encountered in some aged critical water pipes, display a considerable variance8. This variance imposes that the properties be different within a cohort of pipes, or at times even within a single pipe from one location to another, making calibration all the more challenging. Such variation in material properties will also act as a source of error for the method prescribed in this work when NDE is performed on such inhomogeneous materials.
Recent work has demonstrated frequent and continued use of PEC sensing for condition assessment of critical pipes8,9,10,11,20,21,22. Such works do tend to produce large amounts of PEC data and would benefit from signal analysis protocols and frameworks similar to the one presented in this work. In parallel to work on critical pipes, there has been an increased interest in research on condition assessment of concrete sewers as well in recent years23,24,25,26,27,28,29,30,31. Along with such work, PEC sensing technique has found use in condition assessment of steel reinforced sewers as well32. PEC signal analysis protocols such as the one presented in this work can be useful for analysis of the vast amounts of PEC data produced as a result of such condition assessment-related work.
Critical steps of the method can be listed as: (1) arranging raw PEC signals [V(t)] as a table; (2) loading the raw signals to the software interface; (3) plotting the signals in logarithmic scale and visualizing (i.e., plotting signals in ln[V(t)] form); (4) visually inspecting the plotted signals and identifying a suitable linear range; (5) performing feature extraction; (6) performing relative thickness quantification; and (7) saving the results. Section 3 provides more detailed step-by-step guidelines to perform the tasks listed above.
