We prepared nanogap structures by incorporating two metallic sacrificial layers as the spacer: aluminum and silver. We etched these layers to obtain gaps of the desired thicknesses. As described in the Protocol section, after sectioning we exposed the structures containing silver to oxygen plasma, and those containing aluminum to aqueous HCl. Figure 2 shows scanning electron micrographs (SEMs) of the resulting nanowires with nanometer-scale separation. In both cases gaps are clearly visible and directly measurable. To obtain gaps below 3 nm, we used SAMs of 1,12- dodecanedithiol (SC12S), 1,14-tetradecanedithiol (SC14S) and 1,16-hexadecanedithiol (SC16S). The corresponding SEMs are shown in Figure 3. The gaps formed by these molecules are clearly visible, and it is apparent that the size of the gap increases as the length of the molecules increase. The lengths of these molecules in their extended conformation (AM1 minimized) is as follow: 2.17 (SC16S), 1.97 (SC14S) and 1.70 nm (SC12S). If these molecules serve as the template we would expect the gap-widths to be the hypotenuse of the triangle formed by the surface of the gold and backbones of the molecules, which are tilted ~ 30 ° from normal on gold. However, due to the resolution limit of the SEM, direct measurement of the gap-widths is not possible, thus we label these gaps as ”< 4 nm.” We have imaged the gaps by STM, AFM and CP-AFM, but in all cases we were not able to resolve the width of the gap. We therefore indirectly measured the gap size by doing electrical measurements. To accomplish these measurements we prepared sections and applied silver paste as described in the Protocol section. We connected one pad to a syringe with a sharp tip of eutectic Ga-In (EGaIn) and the other pad to a tungsten probe using a small drop of EGaIn (and grounded the probe). The data for SAM-templated gaps are plotted in Figure 4. As the length of the molecules increases the current decreases exponentially, as expected. This exponential decrease implies that the molecules are intact in the junction. To prove this supposition we used a form of Simmons’ approximation, J – J0e-dβ where d is the thickness of tunneling barrier, J0 is the theoretical value of J at d=0 and β is the characteristic tunneling decay, which can be extracted from a linear fit of ln J as a function of the width of a junction (or number of carbons, nc). Typical values of β for alkane backbones are in the range of Å-1 ( 0.71 -1.10 nc-1) at 200-500 mV and depends weakly on voltage.17-20 The inset in Figure 4 is linear fit of ln J at 500 mV (from the data in Figure 4) versus length (Å) for SC16S, SC14S, and SC12S templated nanogap structures. From the slope of this plot, β = 0.75 Å-1 (0.94nc-1 ) which is in the range of reported values in literature, we conclude that the gap size is defined by these molecules with resolution of 2.5 Å and the current goes through the backbone of the intact molecules.
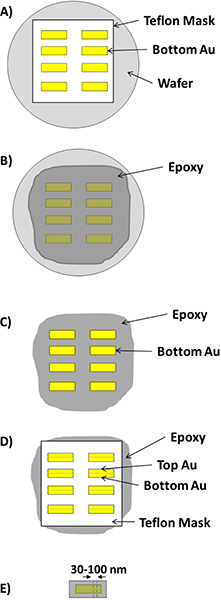
Figure 1. A schematic of the procedure used to fabricate nanogap structures. A) First layer(100 nm-thick) of gold is deposited through a Teflon shadow mask onto a fluorinated silicon wafer via thermal evaporation. B) After removal of the mask the whole surface of silicon is covered in epoxy. C) After the epoxy cures, it is separated from the wafer such that the gold features remain adhered to the epoxy ( Template stripping). A SAM is then formed on these gold features. D) The Teflon mask is placed over the SAM-covered gold features with an offset of 250 – 500 μm and another 100 nm-thick layer of gold (or any other metal) is deposited. Note: in case of using sacrificial layers of metals (aluminum and silver), these metals are deposited prior to the second deposition with the thickness that is desired to produce final gap width. E) The mask is removed and the resulting features are rough-cut with a jeweler’s saw and are then embedded in epoxy in microtome mold to produce the blocks to be sectioned with an ultramicrotome.
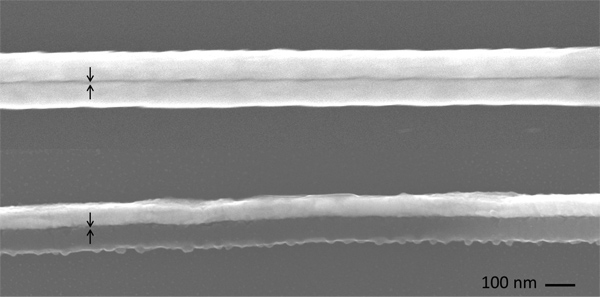
Figure 2. Scanning electron micrographs of the nanogaps produced using aluminum (top) and silver (bottom) as the spacer. Top image shows two layers of gold with the gap in between produced by etching out aluminum layer with aqueous HCl. Bottom image shows two layers of gold and aluminum with the gap produced by etching out silver layer with oxygen plasma. The gap is clearly visible in both cases.
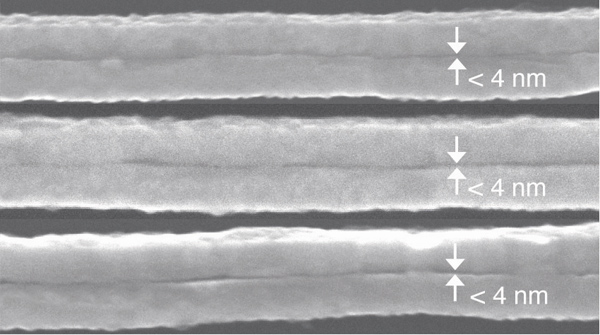
Figure 3. Scanning electron micrographs of the gaps of three different nanogap structures prepared using different dithiols as templates after ashing the organics with oxygen plasma. From top to bottom: nanogaps produced using SC12S, SC14S and SC16S that show a visible gap between gold layers. The nanogaps are qualitatively larger as the length of the molecules increases. All of the gap-widths are below the resolution limit of the instrument (~ 4 nm), thus they are labeled as ”< 4 nm.”
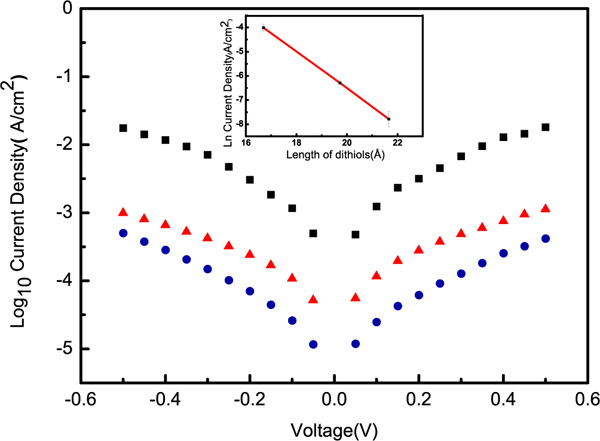
Figure 4. Log current-density versus potential plots for nanogap structures fabricated from three different dithiols; SC12S (black squares), SC14S (red triangles), and SC16S (blue circles). The inset is a plot of ln(J) versus length (Å) at 500 mV showing a linear fit (R2 =0.99) with a slope corresponding to β = 0.75 Å-1 (0.94 nc-1).
