The major steps in a typical optical fabrication process include shaping, grinding, full aperture polishing, and sometimes small tool polishing1-3. With increasing demand for high quality optical components for imaging and laser systems, there have been significant advancements in optical fabrication over the last several decades. For example, precision, deterministic material removal is now possible during the shaping and grinding processes with advancements in Computer Numerical Controlled (CNC) glass shaping machines. Similarly, small tool polishing technologies (e.g., computer controlled optical surfacing (CCOS), ion figuring, and magneto-rheological finishing (MRF)) have led to deterministic material removal and surface figure control, thus strongly impacting the optical fabrication industry. However, the intermediate step of the finishing process, full aperture polishing, still lacks high determinism, typically requiring skilled opticians to carry out multiple, often long, iterative cycles with multiple process changes to achieve to the desired surface figure1-3.
The large number of polishing methods, process variables, and the complex chemical and mechanical interactions between the workpiece, lap and slurry3-4 have made it challenging to transform optical polishing from an ‘art’ to a science. To achieve deterministic full aperture polishing, the material removal rate must be well understood. Historically, material removal rate has been described by the widely used Preston equation5
 (1)
(1)
where dh/dt is the average thickness removal rate, kp is the Preston constant, σo is the applied pressure, and Vr is the average relative velocity between the workpiece and the lap. Figure 1 schematically depicts the physical concepts that influence material removal rate as described the Preston Equation, including spatial and temporal variations in velocity and pressure, differences between the applied pressure and the pressure distribution that the workpiece experiences, and friction effects6-8. In particular, the actual pressure distribution experienced by the workpiece is governed by a number of phenomena (described in detail elsewhere6-8) which strongly affect resulting surface figure of the workpiece. Also, in the Preston Equation, the microscopic and molecular level effects are largely folded into the macroscopic Preston constant (kp), which influences the overall material removal rate, micro-roughness, and even scratching on the workpiece. Various studies have expanded Preston’s model to account for microscopic slurry particle-pad-workpiece interactions to explain material removal rate and microroughness9-16.
To achieve deterministic control of surface figure during full aperture polishing, each of the phenomena described above needs to be understood, quantified and then controlled. The strategy behind Convergent Polishing is to eliminate or minimize the undesirable causes of non-uniform material removal, either through engineered polisher design or by process control, such that removal is driven only by the workpiece-lap mismatch due to workpiece shape7,17-18. Figure 2 illustrates how workpiece shape can lead to convergence based on the workpiece-lap mismatch concept. Consider a flat lap and a hypothetical workpiece of complex shape shown at the top left. The interface height mismatch (referred to as the gap, ΔhoL) influences the interface pressure distribution (σ) as:
 (2)
(2)
where h̅ is a constant describing the rate at which the pressure declines with an increase in gap ΔhoL6. In this example, the workpiece has the highest local pressure in the center (see bottom left of Figure 2), and hence this location will observe the highest initial material removal rate during polishing. As material is removed, the pressure differential across the workpiece will decrease due to a decrease in the workpiece-lap mismatch, and the workpiece will converge to the shape of the lap. At convergence, the workpiece pressure distribution, and hence material removal, will be uniform across the workpiece (see right side of Figure 2). This example is illustrated for a flat lap, however, the same concept applies for a spherical lap (either concave or convex). Again, this convergence process only works if all the other phenomena affecting spatial material non-uniformity have been eliminated. The specific procedural and engineering mitigations implemented in the Convergent Polishing protocol are described in the Discussion.
The protocol described in the following study is the Convergent Polishing process specifically for a 26.5 cm square fused silica glass workpiece starting from a fine ground surface. In 8 hours of polishing (4 hours/surface), this workpiece can achieve a polished flatness of ~λ/2 with very high surface quality (i.e., low scratch density).
The Convergent Polishing protocol described above allows a ground fused silica workpiece (in this case a 26.5 cm square) to be polished, in a single iteration of 4 hr per surface, to a peak-to-valley flatness of ~λ/2 (~330 nm) for low aspect ratio workpieces and ~1λ (~633 nm) for high aspect ratio workpieces (see Figure 3). Again, this process repeatedly converges workpieces to the same final surface figure without requiring changes to polishing parameters and is independent of the initial surface figure. Also, a high workpiece average removal rate of ~4 µm/hr is consistently achieved using the conditions described above, which enables a fast convergence and enough material removal to ensure removal of all the sub-surface damage from the ground surface. A typical, fine ground workpiece surface (e.g., treated with 9 µm alumina loose abrasive) has a sub-surface mechanical damage depth of ~10 µm before bulk etching and ~4 µm after etching; hence at least this amount of material needs to be removed from each lateral location on the workpiece surface23,24. Other examples of surface figure convergence using the Convergent Polishing process on various round and square workpieces with different starting surface figures (both concave or convex) are shown in Figure 4.
The impact of chemical stabilization of the polishing slurry19,20, combined with using an engineered particle filtration system and a hermetically sealed high humidity environment during polishing, on the tail end of the particle size distribution is shown in Figure 5a. Notice the significant reduction in the larger particles (referred to as rogue particles) in the slurry. The rogue particles are known to impact both the propensity of scratches on the workpiece and cause an increase in overall surface roughness9,25. The corresponding reduction in fine scratches on the workpiece is illustrated in Figure 5b.
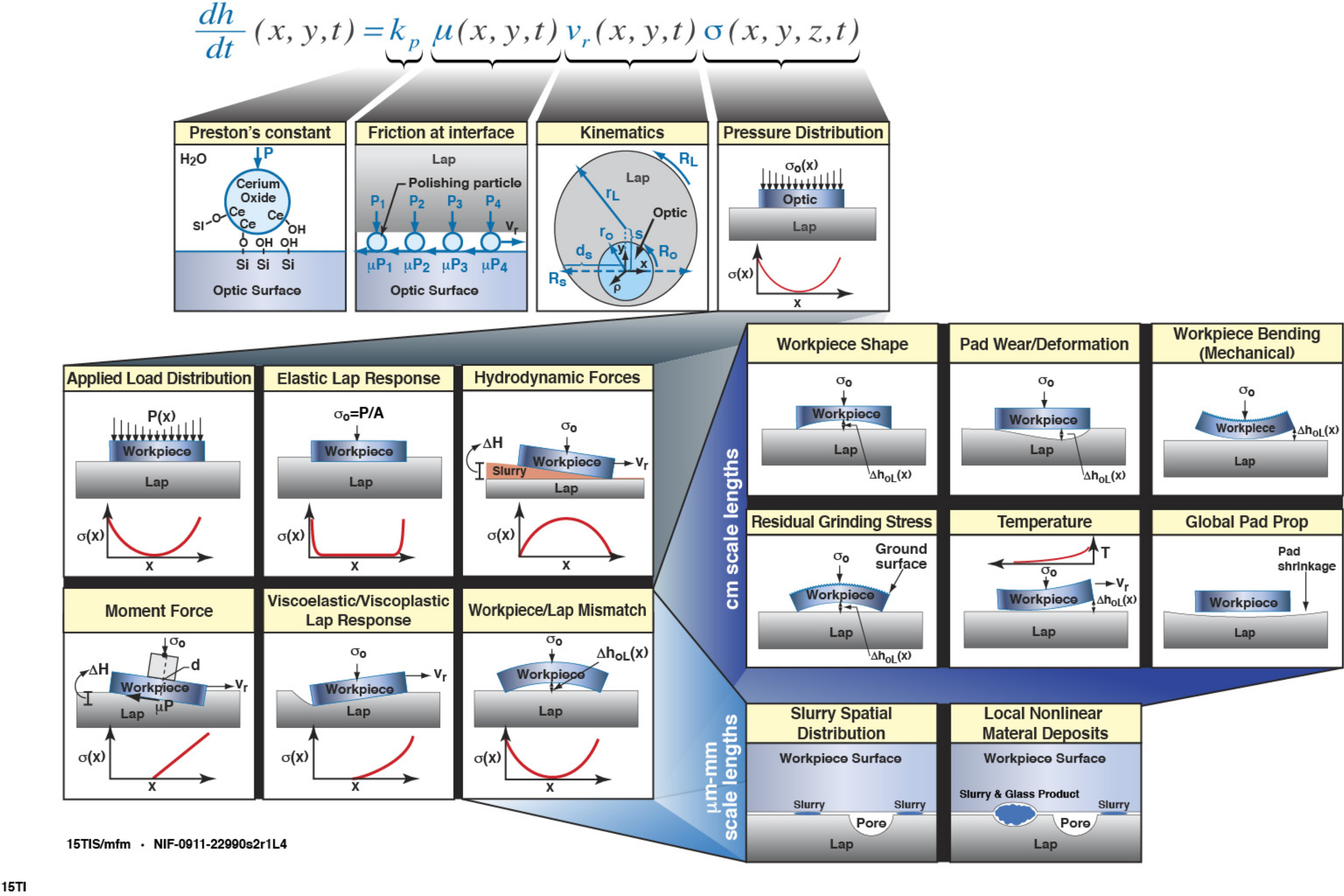
Figure 1: Schematic illustration of the Preston equation. (Eq. 1) describing the phenomena that effect spatial and temporal material removal during polishing8. Please click here to view a larger version of the figure.
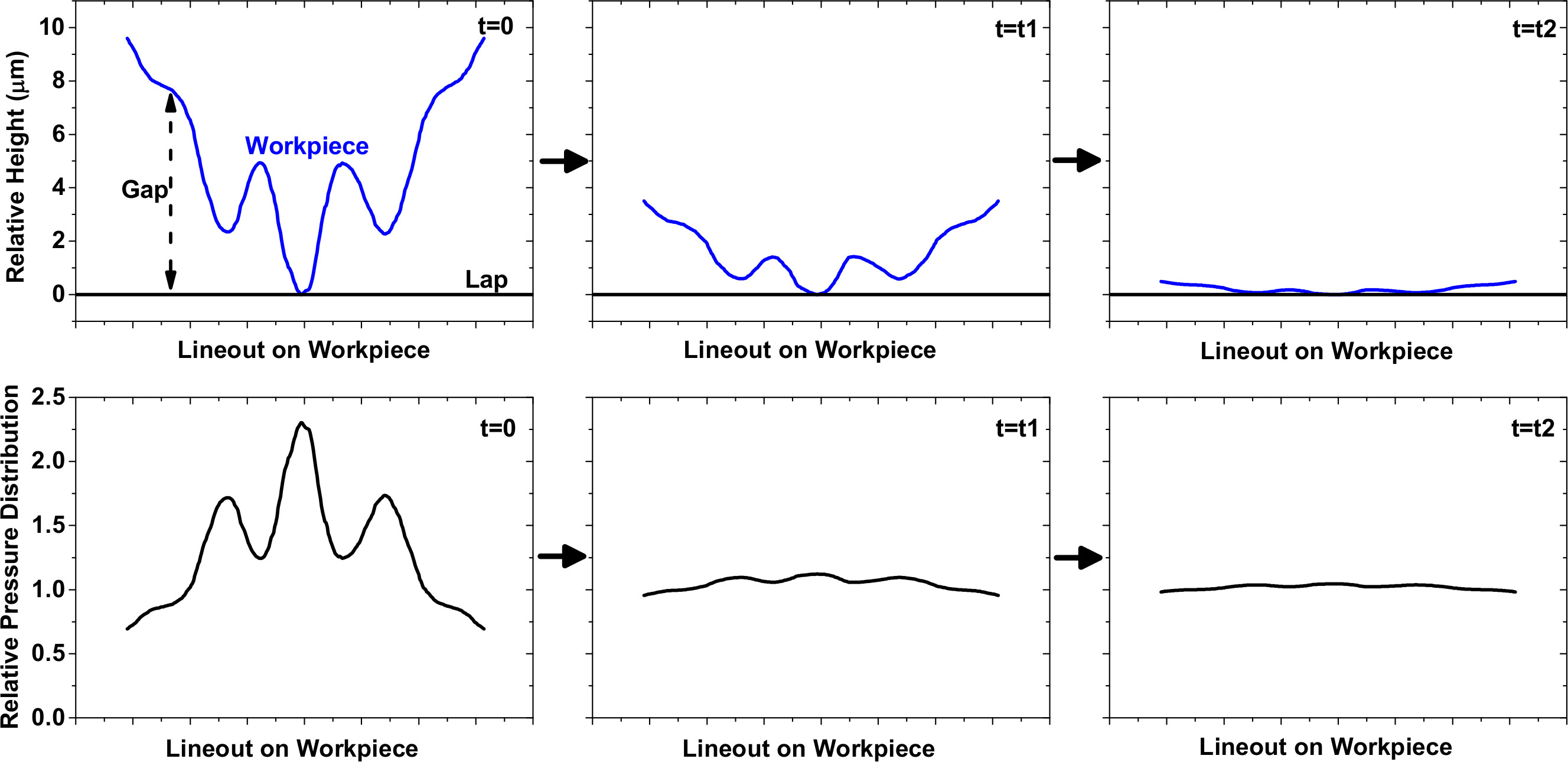
Figure 2: Illustration of workpiece shape. (top) and interface pressure distribution (bottom) with polishing time (t) during Convergent Polishing. Please click here to view a larger version of the figure.
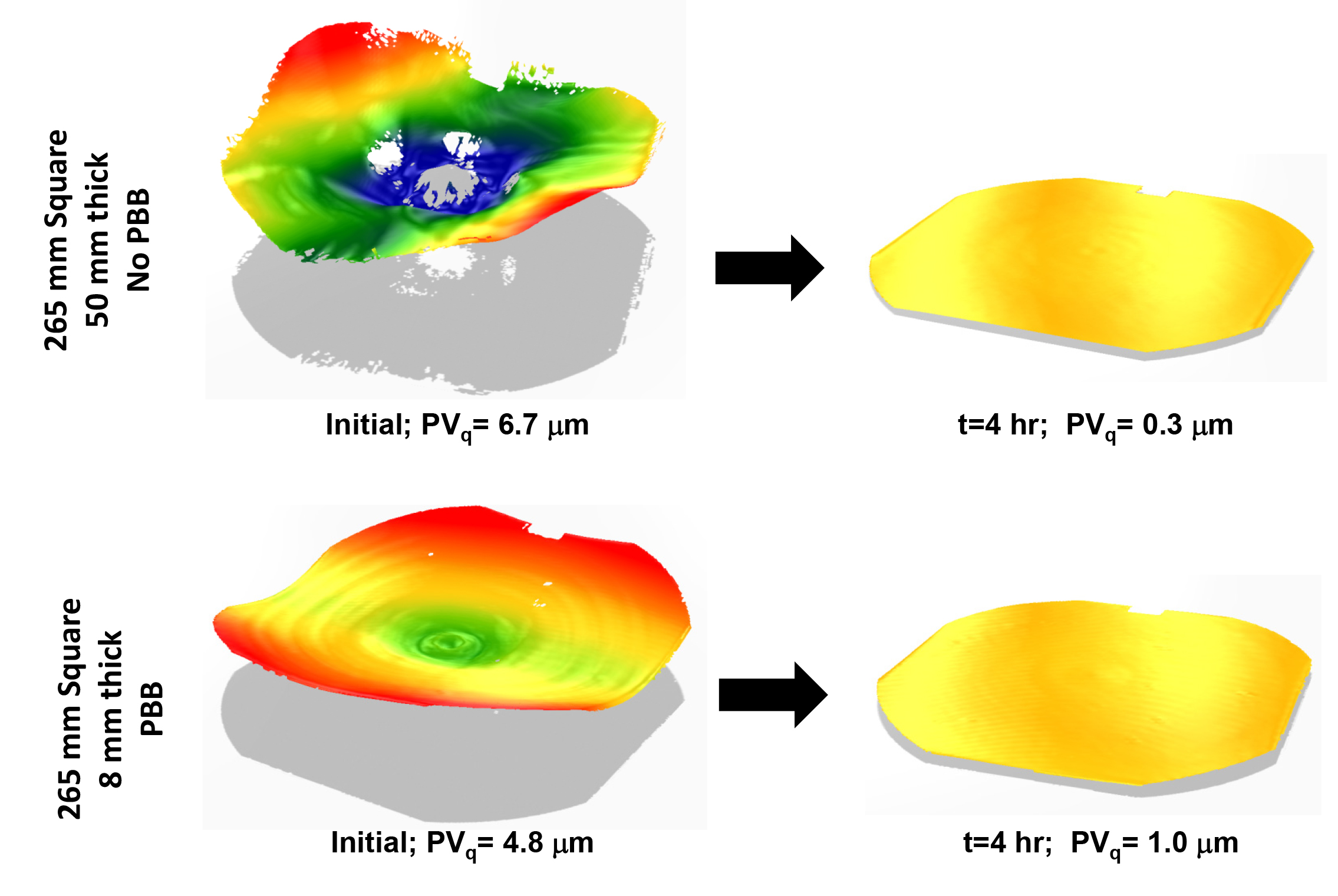
Figure 3: Typical initial and final surface figures (full scale -4 to 2 µm) after Convergent Polishing of 265 mm square fused silica workpiece flats. Please click here to view a larger version of the figure.
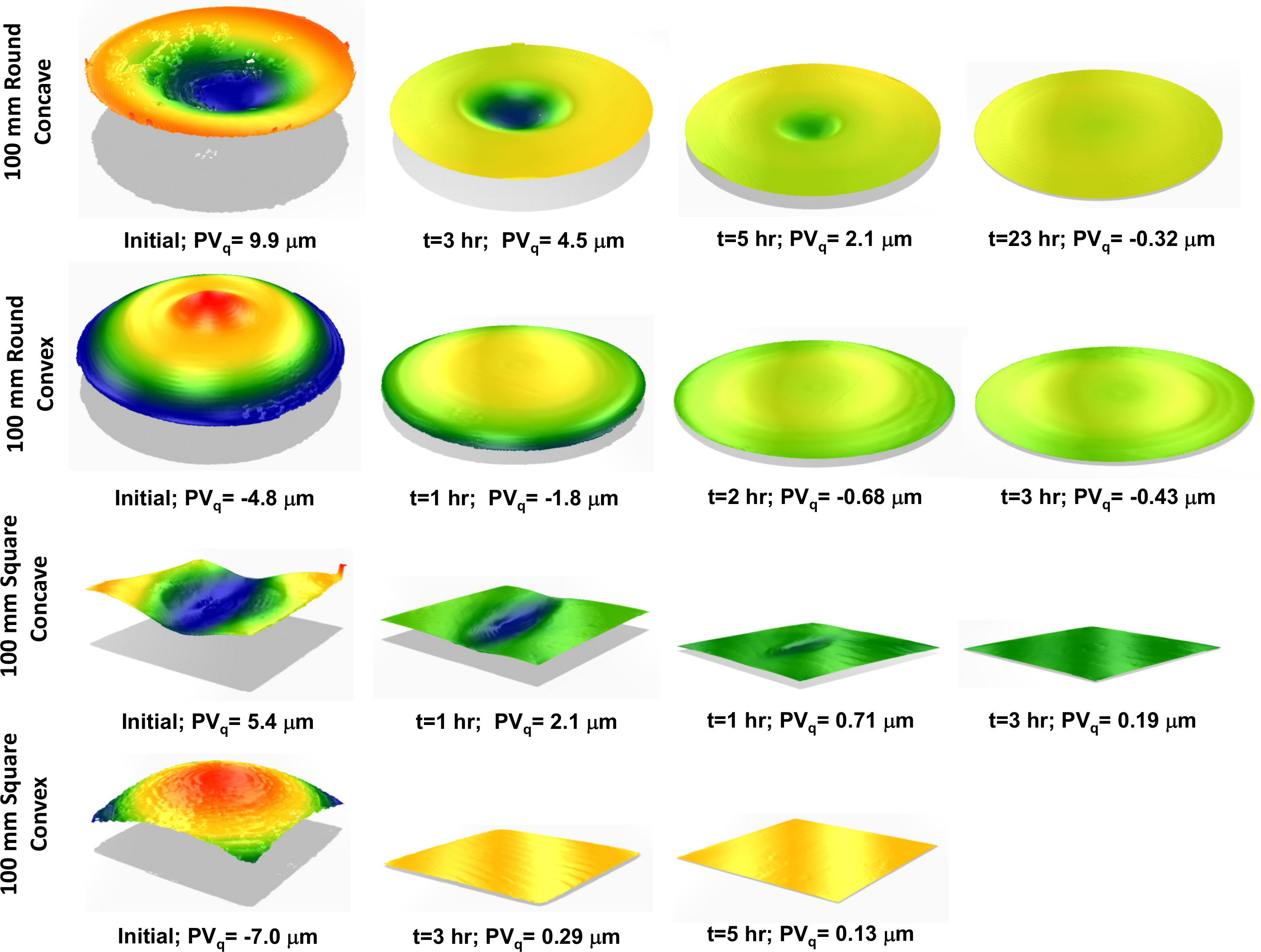
Figure 4: Examples of surface figure evolution of various size and initial shape workpieces after Convergent Polishing7. Please click here to view a larger version of the figure.
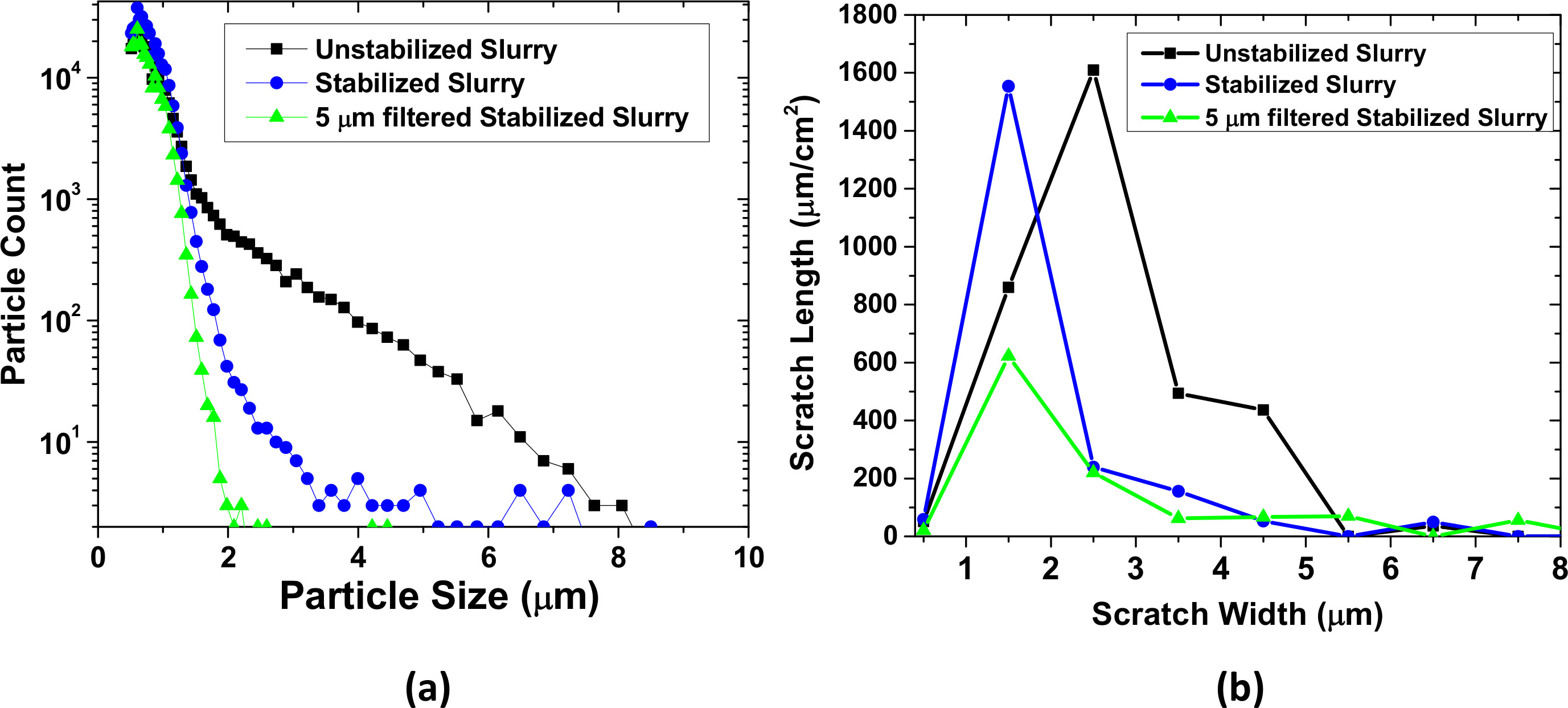
Figure 5; (a) Particle size distribution improvement in cerium oxide polishing slurry (Hastilite PO) and (b) workpiece scratch distribution improvement (measured after Convergent Polishing and HF etching using scanning optical microscopy) as a result of chemical stabilization and engineered filtration19,20. Please click here to view a larger version of the figure.
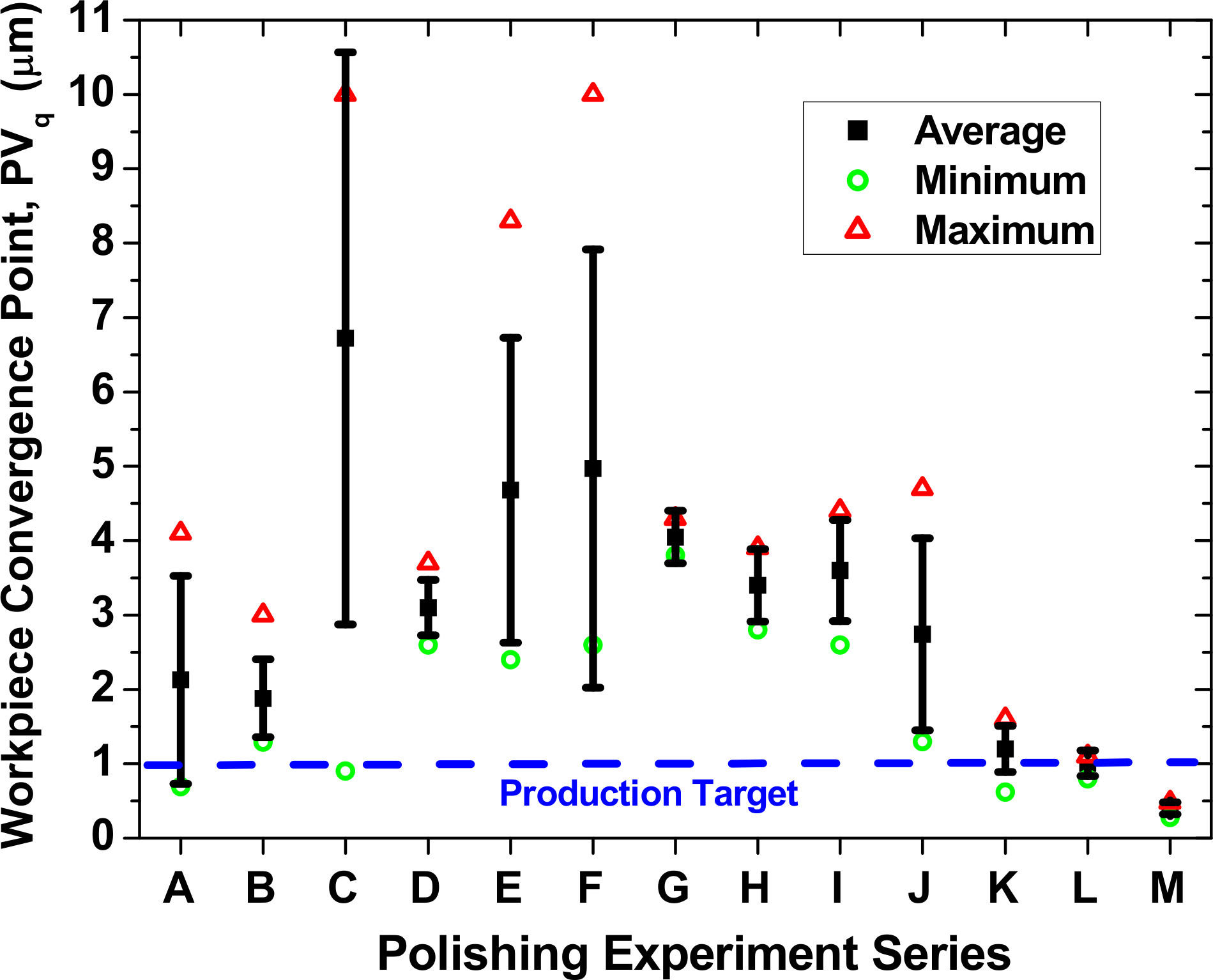
Figure 6: Surface figure (as described by peak-to-valley surface height) convergence point value and repeatability of the workpiece for various polishing experiment configurations during the development of Convergent Polishing. For each experiment series, the magnitude (average) and the repeatability (standard deviation and min/max) are noted. Note PVq is the Peak-to-Valley surface height reported as the maximum height difference on the measured surface after the 1% lowest and highest data points have been discounted to minimize sensitivity due to anomalous data points. Please click here to view a larger version of the figure.
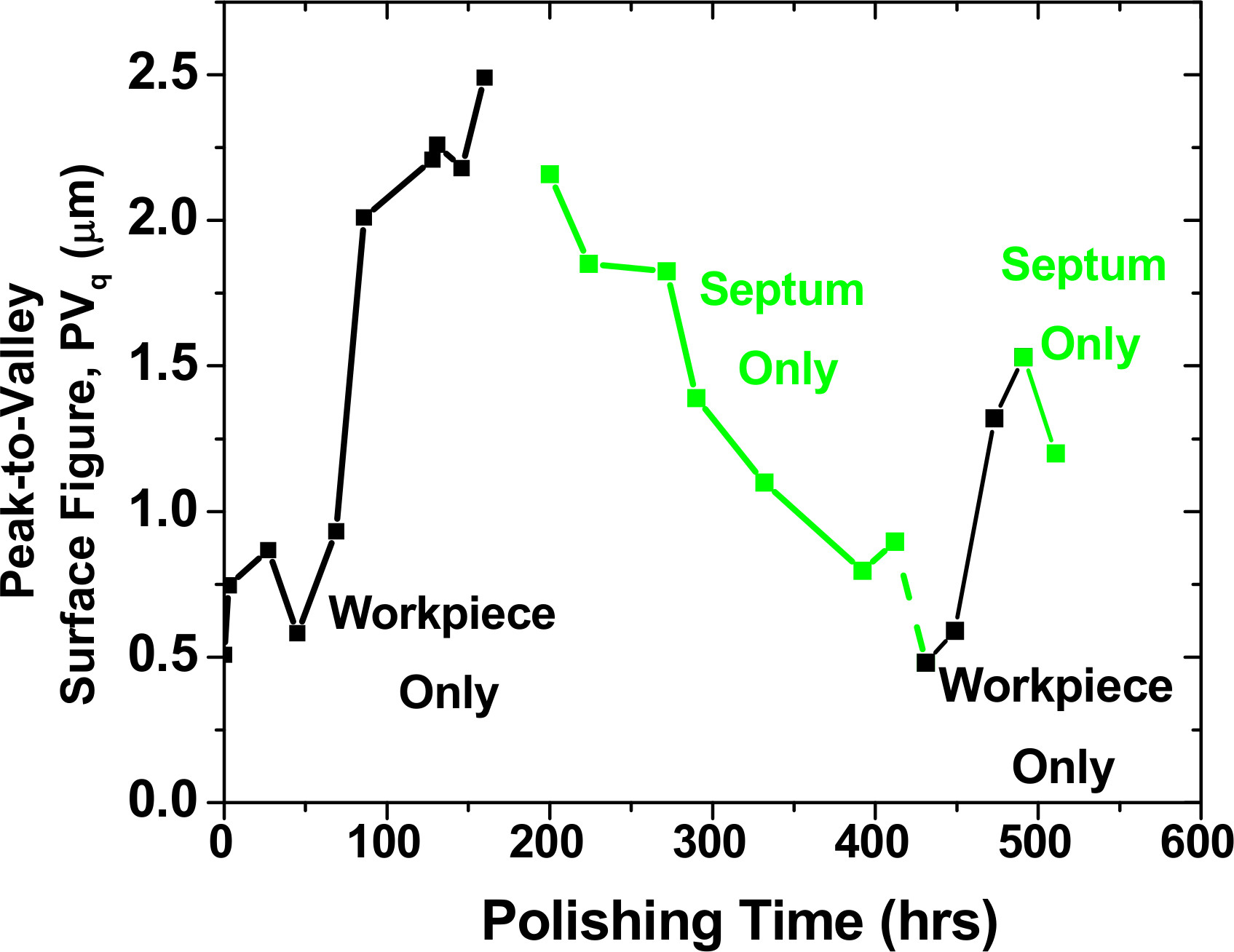
Figure 7: Surface figure (as described by peak-to-valley surface height) of the workpiece versus polishing times using workpiece only or septum only configurations. This illustrates how the convergence point can be tailored by change in polishing configurations. Please click here to view a larger version of the figure.
