NOTE: The following protocol is written for metal powder particles with size, according to a volume-equivalent spherical diameter (VESD, diameter of sphere with same volume as particle) approximation, between 10 µm and 100 µm. Assume that the metal has a density in units of g/cm3. Gloves should be worn during the sample preparation steps, along with eye protection. It is important to read over all the steps in Protocol 1, as some equipment needs to be ready before starting the Protocol.
1. Preparation of the epoxy-powder mixture
- Prepare approximately 25 g of a quick-curing (5 min) epoxy in a small disposable dish. Aluminum foil boats work well for this purpose. A good epoxy to use comes in a bubble wrap, with the resin separated from the hardener, whose cured density is ρe g/cm3.
- Use M grams of the powder, from a well-shaken larger sample of powder, where M is designed to give a volume fraction of about 10% once the M grams are mixed into the epoxy. This is designed to avoid the situation where particles are so near to each other that the XCT scan wrongly identifies them as real multi-particles that are firmly attached. The equation defining M is:
- Mix the metal powder vigorously into the epoxy, manually, using a disposable stirring rod – a simple wooden craft stick works fine – for about 30 s, long enough to disperse the powder adequately. This process, done well, makes the image analysis of the individual particles much more straightforward.
- After mixing, scrape the viscoplastic mixture into a compact clump with as much vertical extent as possible, to be ready for the next step. It is important to have the following steps prepared ahead of time, as there will not be much time left before the epoxy hardens.
- Use a small vacuum pump connected to an 0.5 m long plastic hose, with a nozzle inserted in the open end of the hose that will fit snugly into a polymer straw of about 3 mm interior diameter.
NOTE: Cocktail straws, easily available in grocery stores, work well for the 3 mm diameter polymer straw and have a length of about 150 mm. For a nozzle, the cut-off end of a disposable 1 mL to 2 mL plastic pipette usually is effective. Where the nozzle fits into the plastic hose, some electrical tape should be stretched tightly around the joint to ensure an airtight seal. The 25 g of epoxy plus powder should be more than enough to fill two complete straws. - Insert the nozzle into the straw, holding the nozzle and the straw end firmly pinched together. Insert the free end of the straw into the compact epoxy-powder clump and turn on the vacuum pump.
NOTE: Keep the free end of the straw immersed in the epoxy-powder mixture to avoid introducing air bubbles into the straw – some air bubbles will always be present, but this procedure minimizes their presence. The straws should be filled to within 10 mm from the top – the fill line can be seen through the translucent straw. When the first straw is filled, turn off the vacuum pump and remove the straw from the nozzle. - Wipe off the epoxy mixture from the filling end of the straw and push both ends of the straw into a small lump of clay in order to fill both ends of the straw so that no epoxy-powder mixture leaks out during curing. Place the 2nd straw on the nozzle and repeat, first using the mixing rod to gather the epoxy-powder mixture together if necessary.
- After the epoxy in the two straws is cured, cut off the straw ends, where the clay sealer was, with a razor and then cut each straw in half to give four samples. Use one straw as sample #1 for the XCT, mounted vertically so that the X-rays will penetrate across the circular cross-section of the straw.
2. The XCT instrument
NOTE: These steps assume familiarity with the XCT instrument chosen by the user.
- Use a high voltage, usually 100 kV or higher, as there is good contrast between the epoxy matrix and the metal powder particles and there is no need to resolve anything inside the epoxy matrix, which would normally require low voltages around 40 kV. Use a full 360o scan, with a voxel size of about 1 µm. The ratio between the smallest particle size considered and the voxel size used should be a minimum of 8-1039.
- Take enough FOVs, over more than one sample, to give enough particles for analysis. If the sample preparations guidelines are followed, 2 to 8 FOVs will be sufficient. Typically, a minimum of 1000 particles is enough for a valid shape/size analysis, but more particles result in smoother distribution curves and better statistics. The reconstructed slices are numbered from 0 to nz-1, from bottom to top of the FOV, where nz is the total number of reconstructed slices.
- Save the vertical cross-section slices for each FOV individually, in 8bit format (e.g., tiff) noting the pixel size of each image set (nx x ny), the number of these slices (nz), and the voxel size in micrometers (v). 8bit format is adequate for these kinds of simple metal particle-epoxy matrix gray scale images, which are easy to segment.
3. Assembly of the slices belonging to each FOV into a 3D ASCII microstructure
NOTE: The C program that is used at NIST is called tiff2array.c and is most often used with tiff files but can handle other 8bit formats. It can be compiled as is, with the executable named tiff2array. This program reads in each image, from the bottom up, converts them into ascii format (0 to 255 gray scale) and then stacks them at the end of a master file.
- If the reconstructed images are in tiff format, for example, and are numbered consecutively from the bottom up, use the following syntax in a line terminal command: tiff2array *.tiff. This master file, or microstructure file, is a 3D representation of the FOV. If the variable a(i,j,k) is the gray scale at position (i,j,k), where k is the number of the slice, k = 1 to nz, and (i,j) is the pixel in the kth slice, where i is measured from left to right and j is measured from top to bottom.
NOTE: All software needed in the Protocol is available in the Supplemental Information section of this paper via a link to a NIST database located at https://doi.org/10.18434/M32265. - For P FOVs, make a small file called particle-class-sysconfig.dat, with P lines, where each line reads, for the pth (p=1,P) FOV:
Filename nx ny nz v b c
where Filename = a 12-character identification for a particular FOV, b = 1 for an interior scan and 0 for an exterior scan, and c = the number of phases present in the images. When an interior scan is done, there are usually three (c=3) phases present: 1) the epoxy, 2) the black regions indicating the outside of the circular scan and air bubbles, and 3) the brighter particles. Sometimes four phases might appear to the eye to be a more reasonable assumption and so c = 4. Values for c of 3 or 4 are the only two choices. The value of c tells the particle analysis software which Otsu automatic segmentation algorithm, originally written for two-phase images but easily extended to any number of phases, to use to automatically segment the images in a particular FOV26,58. The microstructure files that will be used in the next software program must have 12-character names that are exactly the same as the Filename listed in the FOV-name-sysconfig.dat file, followed by the extension .mic. - Run the particle analysis software pp-Otsu.f, using as input the particle-class-sysconfig.dat file and the various microstructure files, Filename.mic. Make only two changes to this program for a new system, all of which are marked by a comment "USER" in the Fortran source: the filenames for the general output files (change the general particle class name) and the number of FOVs listed in particle-class-sysconfig.dat. The program pp-Otsu.f is in Fortran, is scalar, and is usually compiled in Fortran 77, although Fortran 90 should work fine. It, and all other Fortran programs described below, should be compiled in double precision (-r8) for accurate results.
- In addition, since pp-Otsu.f works with large files, always add the parameters (or their equivalent) -mcmodel=medium and -Mlarge_arrays to the compilation. An auxiliary file, gauss120.dat, contains the weights and points for a 120-point Gaussian quadrature used extensively in pp-Otsu.f, and must be in the same directory as pp-Otsu.f. All the programs described below are written in Fortran 77 except for the MPI programs, which are written in Fortran 90.
- View the particle files that are the main outputs from pp-Otsu.f, which can take several hours to run on a single processor if there are thousands of particles to be analyzed. These include files with names such as Particle-class-name-anm-particle-number.dat, which contain the list of the complex coefficients (n = 0,26), with units of micrometers or in whatever units v is, for the particles judged to be adequately star-shaped39 and thus capable of being expanded in spherical harmonics functions (called SH particles). Particle files also include files like Particle-class-name-part-particle- number.dat, which contain the number of voxels in the particle and all the voxel positions (in voxel coordinates) for particles that are not capable of being described by spherical harmonic expansions (called nonSH particles).
- View the two files, one for the SH and one for the nonSH particles, which give the porosities of all the particles found, even if the porosity is zero, with the phrase porosity in the filenames. An additional program, porosity-analyze.f, should be given the number of lines in each porosity file and their filenames – the file names to be changed are at the beginning of the source code. The output from this program are the two files Particle-class-intern-poros-analysis.txt and Particle-class-intern-poros-list.txt. The analysis file generates the information shown in Table 2 in the Representative Results section, and the list file gives the information needed to generate Figure 5 in the Representative Results section.
- View the three tiff image files showing one slice of the first FOV considered. The first slice (OriA-0500.tiff) shows the k = 500 slice of the first FOV in the particle-class-sysconfig.dat file, without any image processing, and the second image file shows the same image but now segmented and thresholded (PixA-0500.tiff). If any limited watershed splitting is applied, then the third image file shows the results of this algorithm (LWSA-0500.tiff). Usually this image processing step is not applied, so the third image file is the same as the second. These images are generated as an error-checking step on the original assembly of the 3D microstructure and the automatic Otsu image segmentation. A general output file (particle-class-name-particles-data.dat) is created listing all the auxiliary information for the processing of each particle. This file is only used as a reference, but the voxel volumes and number labels of all particles processed are written at the end of this file.
- For each processed particle, whether SH or nonSH, view the 3D VRML image file, with naming convention particle-name-particle-number.wrl. For SH particles, this VRML image file contains two images side-by-side, a voxel image of the original particle, and a smoother rendered image using the SH coefficients. For the nonSH particles, only the voxel image is stored.
4. Generate geometrical information for all SH and nonSH particles
- Prior to further processing, make a list of the Particle-class-name-anm-particle-number.dat file names, called anm.lis, and a list of the nonSH Particle-class-name-part-particle-number.dat particles, called nonSH.lis. Run the small program number.f, having first been edited to have the correct number of files in anm.lis. This changes the anm.lis file to have the number of the particle on each line of the list file, as well as the filename, replacing the previous file.
- Use the program part-lwt-listnum-unitvector.f to generate and evaluate geometrical information for the SH particles. This is an MPI parallel program, since there can be thousands of SH particles to be evaluated, and only doing one particle at a time can take days. The only changes in this program that need to be made when processing a new particle class are the Ntot number of Particle-class-name-anm-particle number.dat files, and the particle class naming information for the output (Particle-class-name-un-geom-len.dat) file. The program has comments (USER) at the few places that need to be changed for a new particle type. The output file Particle-type-info-un-SH-geom-len.dat unites particles from every FOV, and each line has the following structure.
SH coefficients filename, x1, x2, y1, y2, z1, z2, volume, surface area, SA ratio, curv, ratio, nnn, gauss, placeholder, L, W, T, L/T, W/T, T/T, moment of inertia tensor components, L unit vector, theta, phi angles, W unit vector, theta, phi angles, T unit vector, theta, phi angles
x1 is the minimum x value on the surface of the particle and x2 is the maximum and similarly for y and z. These define an "extent box" that just encloses the particle in its as-measured orientation42. The extent box is used in other applications46,47,48,49. SA ratio is the surface area of the particle divided by the surface area of the volume-equivalent sphere. Curv is the integrated mean curvature inverted and normalized so that it is equal to the diameter when the particle is a perfect sphere. Ratio is the trace of the moment of inertia tensor divided by the trace of the moment of inertia tensor for the volume-equivalent sphere. nnn is the maximum number of SH coefficients (n=0, nnn) that should be used when working with the given particle. Gauss is the integrated Gaussian curvature, divided by 4π, which should equal 1 for a closed object. The point at which Gauss varies from unity by more than 5% defines the maximum number of SH coefficients (n= nnn) that should be used when recreating the particle. L, W, T are the length, width, and thickness of the particle, and were defined in the Introduction section. The independent components of the moment of inertia tensor are listed as I11, I22, I33, I13, I23, I12. Finally, the unit vector for L is listed, in the order of the x,y, and z coordinates, followed by the spherical polar angles θ (angle from the positive z-axis) and Φ (angle of rotation around the z-axis, defined to be zero at the positive x-axis and is positive counter-clockwise). The parameters for W and T follow, listed in the same way. - Use the program nonSH-lwt-un-scalar.f to compute the L, W, and T parameters for the nonSH particles, operating on the nonSH.lis list of filenames, and also record the associated unit vectors. The only changes that need to be made in this file for a new particle class is the number of filenames in nonSH.lis, and the output filenames. The main output from this program, named Particle-name-info-nonSH-len.dat, has each line in the format:
Filename volume L W T a1 a2 a3 (LWT unit vectors and angles)
where a1, a2, and a3 are the final angles (in degrees – 90o) between the unit vectors for L and W, W and T, and L and T, which are included as an error check for the L, W, and T computation algorithm, since these angles should all be zero for a perfect computation. The L, W, and T unit vectors and angles are in the same format as for the SH particles.
5. Select a subset of SH and nonSH particles to visually determine SnS and NS L/T cutoffs
NOTE: The SH particles, in general, comprise single spherical particles, single non-spherical (ellipsoidal or broken in some way or else a random shape) particles, double particles, and multiple (more than two particles joined together) particles. The particles making up the multiple particles can be spherical or non-spherical. The nonSH particles generally have a few single spherical particles, although mainly with large pores that have broken through to the surface, and the rest are mostly double and multiple particles26. This is determined by viewing a random sample of both kinds of particles with values of L/T from 1 to 2. Such a visual inspection becomes an important step to enable the SnS and NS classification.
- Run program (VRML-select-multi-single.f) that reads the Particle-type-info-SH-geom-len.dat and Particle-name-info-nonSH-len.dat files, and picks out 10 particles in each L/T interval of size 0.1, i.e., (1,1.1), (1.1,1.2), etc. This stores up to 100 SH particles with L/T ranging from 1 to 2, and up to 100 nonSH particles with the same L/T range. Two text files are generated (*SH-VRML-list.txt and *nonSH-VRML-list.txt) listing the L/T values and the root names of the VRML image files found. These should be put into a spreadsheet of some kind and ordered according to the L/T value.
- Examine the 3D images of each of these particles visually to determine the overall range of morphologies, starting from the lowest L/T value particles. The particles are assessed in terms of whether they are broken particles, double particles, multiple particles, irregular (e.g., not very spherical), and whether they have satellites, which are much smaller particles, attached to the main particle. A satellite is judged to make the main particle a double or multiple particle if the satellite(s) are more than 1/5 the diameter of the main particle. The approximate value of L/T is found that separates single, near-spherical (SnS) particles from multiple and very non-spherical particles (NS), which can be a bit different for the SH and nonSH particles. The first double or multiple particle found determines the cutoff value for both SH and nonSH particles.
NOTE: The Supplementary Material, located at https://doi.org/10.18434/M32265, includes a spreadsheet file for the particles examined, to see how these cutoff values were determined. There is some uncertainty and a degree of subjectivity in these numbers, which can be assessed by choosing a different set of 100 SH and 100 nonSH particles, with L/T between 1 and 2, to evaluate the cutoff values. Recent work found that this uncertainty was small26 and did not affect the results significantly.
6. Generate 2D projection data from the 3D particles
NOTE: The only current commercial particle analyzers that measure particle shape at all do so with 2D projections. The XCT data can be analyzed to give arbitrary 2D projections, generating data that can be quantitatively matched to the results of these commercial instruments. The 2D projections are made from both the SH and nonSH particles and are combined, with no attempt to classify into 2D SnS and NS categories, since it is not known at present how to define these classes for 2D projections.
- Use the two programs, (proj-mpi-SH-LWT.f) for the SH particles and (proj2D-nonSH-LWT.f) for the nonSH particles, to generate three orthogonal projections for each particle, along the direction of the three LWT unit vectors, and then generate Fourier coefficients for the outline of the projection. These coefficients are used to compute various 2D quantities such as area, perimeter, and various lengths and aspect ratios.
- A series of (x,y) points are generated and stored for each projection, labelled with the particle file name and 1 for the projection along the L unit vector, 2 for the projection along the W unit vector, and 3 for the projection along the T unit vector. Input these into any graphing program that accepts this input, making sure that the axis limits of x and y should be the same, and each axis is the same physical length.
- Store the Fourier coefficients with a similar file naming convention, but this feature is turned off, by default, using comments. The only changes made in either of these programs (program position marked with "USER") is the total number of particles to be considered (Ntot), and the input and output filenames, which should reflect the particle class being analyzed.
- The main output from running (proj-mpi-SH-LWT.f) and (proj2D-nonSH-LWT.f) are projection data files, with naming convention Particle-class-info-SH-proj.dat and Particle-class-info-nonSH-proj.dat. A variety of 2D quantities can be computed, including some used by two different commercial instruments (Horiba Camsizer59 and Malvern MORPHOLOGI G360). In both cases, the programs compute a 2D version of L and W, called L2D and W2D.
- The output file structure lists, for each particle, area, perimeter, Xcmax, Xcmin, Fermax, Fermin, W2D, L2D, WM, and LM, where Fermax and Fermin are the maximum and minimum Feret diameters and Xcmax and Xcmin are defined from the chord diameters taken in various directions59. It can be shown theoretically that L2D is the same quantity as Xcmax, which can also be seen in the data files. The parameters LM and WM are versions of L2D and W2D defined slightly differently in the Malvern MORPHOLOGI G3 manual60. The file format is: Particle name/number, area, perimeter, Fermin, Fermax, Xcmin, Xcmax, W2D, L2D, theta, WM, LM, slo, and nnnF, where nnnF is the number of Fourier coefficients used to represent the particle projection. The quantity theta is the angle, in degrees, that the axis that defines WM and LM makes with the x-axis60. The quantity slo is just the ratio of the sine of theta to the cosine of theta. Neither quantities are used in the particle analysis described here and are only included as a check on the computation. The data for each particle comes in sets of three, one line for each of the three projections, (1,2,3) = (L,W,T).
7. Processing 3D and 2D particle geometrical data to produce various graphs
- Use any software liked by the user to process the particle size and shape data. Whatever software is used, a certain procedure must be followed.
- For the 3D data, combine the SH and nonSH data into SnS and NS lists, using the previously-determined L/T cutoff values for each particle class. Distributions and averages should be computed for the SnS and NS particles separately, and also for the combined SnS and NS data, for all geometrical parameters of interest, such as L, W, T, L/T, W/T, L/W, volume-equivalent spherical diameter, and others.
- For the 2D projection data, combine the SH and nonSH data. There are three 2D projections for each 3D particle, taken along the unit vectors for L, W, and T. Combining all three of these projections should give results similar to an experimental technique that randomly rotates the particles before making a projection. Using only the L unit vector data, for instance, simulates an experimental technique in which the particles are roughly aligned along their longest direction, perpendicular to the dropping direction and parallel to the strobe light/projection direction in a typical device.
ASTM has initiated a proficiency testing program (AMPM, Additive Manufacturing Powder Metallurgy) for metal powder used for laser powder bed fusion, where participants carry out a battery of standard metal powder tests and ASTM compiles the statistical distribution of these results in a report to the participants61. Samples of metal powder are distributed twice per year to all participants. NIST personnel serve as some of the technical advisors to this program, and so have received similar metal powder samples and have analyzed one round of metal powder (AMPM 1810) with the technique described above, which is not yet an ASTM standard.
A total of 16,970 particles were analyzed, of which 14580 were SH particles and 2390 were nonSH particles (see Table 1). A voxel size of 1 µm was used for interior scans of nine fields of view (FOV), with about one thousand 1000 pixel x 1000 pixel images in each FOV. All input and output data files, along with all programs needed to analyze and generate this data, are included in the Supplementary part of this paper at https://doi.org/10.18434/M32265.
Figure 1 shows the two output tiff files for the 500th slice of one of the microstructures, OriA-0500.tiff, which is the raw gray-scale reconstructed file from the X-ray CT scan, and PixA-0500.tiff has been segmented by a three-phase Otsu58 routine that was implemented in pp-Otsu.f.
For these particles, the limiting value of L/T for the SH particles was found to be 1.17 and for the nonSH particles, this limiting value was determined to be 1.10 (see Table 1). For L/T less than these values, the corresponding particles were single near-spherical particles. For L/T larger than these values, the SH and nonSH particles were either double or multiple particles, or single particles that were quite non-spherical. Images will be shown below of some different kinds of particles. This classification scheme was used to separate the particles into two classes: single, near-spherical particles (SnS) and non-spherical (NS) particles.
Table 1 shows other summary results from this characterization. The uncertainties for the L, W, and T measurements were estimated to be about ± 2 µm or two voxel lengths, due to both image segmentation and forcing W and T to be perpendicular to L and each other. Note that most of the particles, 14850 out of 16970 or 87%, were classified as NS, either single and ellipsoidal or otherwise irregular, or else consisting of two or more smaller particles obviously attached together.
Figure 2 shows the particle size distribution, as based on the value of the 3D parameter W, which being between L and T in value is a reasonable choice for a single number to approximately characterize the size of a random particle57 but is not always so for strongly non-spherical particles31. The y-axis shows the volume fraction of the total amount of particles in a given bin. The area in the bins adds to 1.0. Figure 2A shows the histograms of both the SNS and NS particles graphed separately on the same graph, using the same size bins, and Figure 2b shows all the combined particles, using the same size bins as was used in Figure 2.
Three 2D projections were made for each particle, and the equivalent circular diameter (diameter of circle with equal area to the projected area of a particle, AECD) was used as a measure of particle “size.” Figure 3 shows the area fraction-based histogram of this distribution, for all particles and all projections, with <AECD> = 45 µm.
Figure 4 shows the volume-fraction based distribution of the 3D L/T parameter, using all particles. The long tail in Figure 4 past L/T = 1.3 is mainly composed of particles consisting of two or more particles attached together, with some irregular single particles. By the weight in the histogram in Figure 4, there are obviously a lot of these kinds of particles.
For the 2D projections, we can also define an aspect ratio, AR, as the ratio of the maximum to the minimum Feret diameters and plot its area fraction-based distribution in Figure 5. Note the differences from Figure 4, the 3D L/T aspect ratio, although there is some overall similarity. Differences between 2D and 3D, and the fact that the Feret diameters are not defined the same way as L and T, give rise to the differences between Figure 4 and Figure 5, since exactly the same particles were analyzed. If all the particles were perfect spheres, all the 2D and 3D equivalent graphs would agree perfectly. The average value of AR was <AR> = 1.43.
Some of the particles contain pores, which were detected by the XCT scans and the numerical processing of the segmented images. Table 2 shows a summary of the porosity values in terms of the number of particles having internal pores, the average porosity per particle having pores, and the maximum value of porosity found. The average porosity of about 0.05% might be visualized in the following way: if the average particle was a sphere of diameter 50 µm (see <W> in Table 1) and volume 65,450 µm3, then the pore volume in this particle would be about 33 µm3 which, if concentrated in one spherical pore, would have a diameter of about 4 µm. However, at the maximum porosity of 8.6%, this hypothetical single spherical internal pore would have a diameter of about 22 µm, more than a third of the particle diameter.
Figure 6 shows a graph of the porosity of each particle that was porous graphed vs. the diameter of the sphere with the same volume as the given particle (VESD). Figure 6a shows all the particles and Figure 6b cuts off the maximum porosity at 2% to better see the smaller porosity data. There seems to be a slight trend, as seen in Figure 6b, to have higher porosities at smaller particles, which implies that perhaps pore sizes and numbers are similar between particles, so that larger particles, with larger volumes, have lower porosities. Certainly, Figure 6a shows that the highest porosities, more than 2%, are concentrated in the lower size particles.
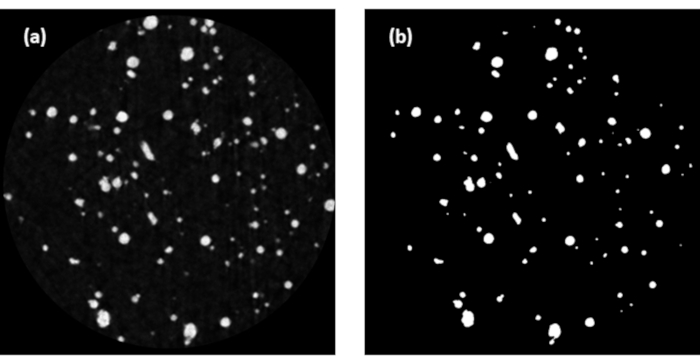
Figure 1: The 500th slice from one of the particle microstructures: (a) original gray-scale reconstructed image before segmentation, and (b) after segmentation by a three-phase Otsu routine. Each image is approximately 1 mm in width and height. Please click here to view a larger version of this figure.
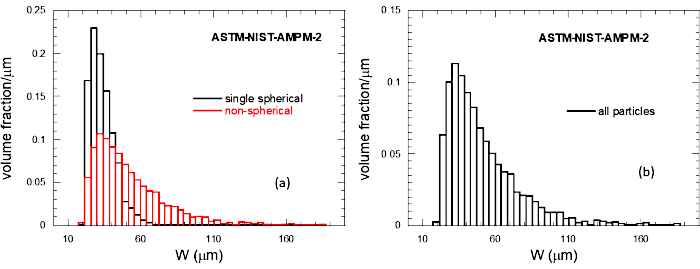
Figure 2: The particle size distribution (PSD) of the particles using W as an approximate measure of the particle size, in µm: (a) SNS and NS PSDs computed separately but displayed on the same graph, and (b) all particles combined. Please click here to view a larger version of this figure.
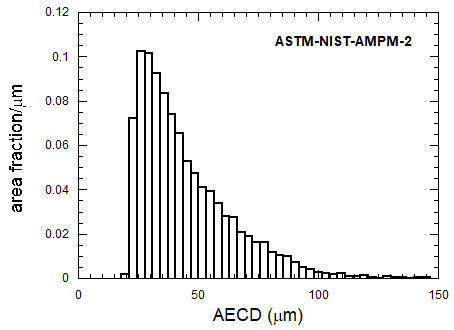
Figure 3: Histogram for the AECD distribution for all particles and 2D projections.
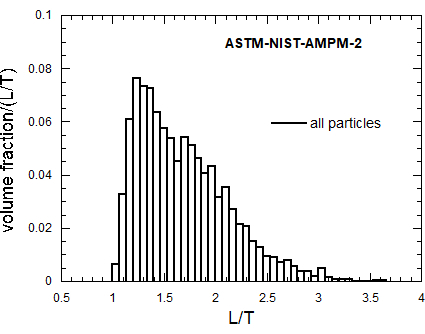
Figure 4: Volume-fraction based L/T histogram for all powder types. Please click here to view a larger version of this figure.
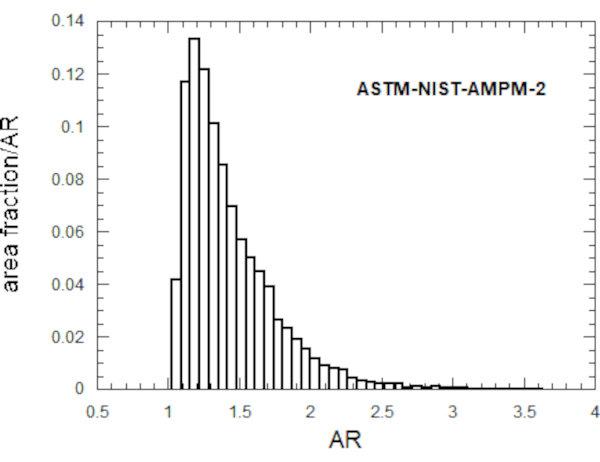
Figure 5: Area fraction-based histogram for the 2D aspect ratio AR, for all particles and projections. Please click here to view a larger version of this figure.
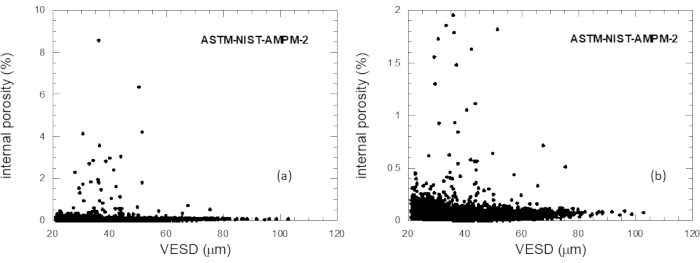
Figure 6: The porosity of each porous particle plotted vs. the VESD of each particle: (a) all porous particles, and (b) just those particles with porosities under 2%. Please click here to view a larger version of this figure.
| Particles | # | L/T limit | <L>, µm | <W>, µm | <T>, µm | <L/T> | <W/T> | <L/W> |
| Todos | 16,970 | 70 | 51 | 41 | 1.69 | 1.23 | 1.37 | |
| SH | 14580 | 1.17 | ||||||
| nonSH | 2390 | 1.1 | ||||||
| SnS | 2121 | 36 | 34 | 32 | 1.12 | 1.06 | 1.06 | |
| NS | 14850 | 73 | 52 | 41 | 1.73 | 1.24 | 1.4 |
Table 1: Particle numbers, classifications, and dimensional data.
| # particles with internal pores | Fraction of particles that had internal pores | Average porosity per porous particle | Maximum porosity found |
| 10074 | 59% | 0.05% | 8.60% |
Table 2: Internal porosity summary statistics for all particles
