A TiO2 ink was formulated according to the procedure outlined. The size of particles suspended within the ink was measured using dynamic light scattering (DLS) and an average particle size of 80 nanometers (nm) was observed. The viscosity of the ink in this work was found to be 3 cP, measured using a rotational viscometer with a small sample adapter and an 18 mm spindle diameter. The surface tension was measured using a tensiometer and was calculated to be an average of 26 mN/m.
The surface energy of the FTO glass was calculated according to the European Standard EN 828 for determining the wettability of a solid surface by measuring the contact angle and surface free energy. Ten drops of three different liquids (water, ethylene glycol and diiodomethane) were dispensed onto a plane test piece surface. For each drop, the left and right contact angle were measured. From the averaged contact angles of each liquid combined with its surface tension, the surface free energy of the test piece is calculated. The Fowkes method calculates the total surface energy (γ) from the sum of the contributions from dispersive interactions (γd) and γnon-dispersive interactions (γp). This method resulted in a surface free energy of 26.45 mN/m for the FTO coated glass.
Printing was carried out according to the procedure above to produce 5 mm squares. The thickness of the printed layer on the glass was measured using a surface profiler. The maximum thickness at the center of the printed layer was measured to be 2.6 µm. The transmittance of the coated glass was measured using a UV-VIS spectrometer. At a wavelength of 700 nm, a 60% transmittance was measured for the TiO2 printed film compared with 78% for the FTO glass.
Photovoltaic devices were produced according to the procedure outline above and characterized directly after fabrication to minimize the effect of degradation caused by water and oxygen in the air. There are five electrical performance parameters that are used to characterize and compare solar cells28. The values of short circuit current (Isc) and open circuit voltage (Voc) can be derived from the current-voltage (I-V) curve. These can then be used to determine the fill factor (FF) and power conversion efficiency (η). The FF gives a ratio of the cells actual maximum power output to the product of the open circuit voltage and short circuit current29. This is a key parameter in evaluating the performance of solar cells. A high FF means low electrochemical losses, whereas a low FF indicates there is room for improvement. Several factors are known to influence the FF including the quality and interface of layers within the cell. DSSCs incorporating an iodide/triiodide redox couple with record efficiencies of 11.9% report fill factors of 0.7130. All of these parameters need to be determined under standard test conditions where the device temperature is 25 ˚C, spectral irradiance distribution of the light has an air mass of 1.5, total irradiance measured (Em) at the solar cell is 100 mW/cm2 . Theoretical maximum for the conversion efficiency for a single p-n junction cell has been widely reported as 37.7%31, however for DSSCs it has been reported that the maximum efficiency is closer to 15.1% with an absorption onset at 920 nm32.
The output current and voltages were measured using a source meter whilst the cells were illuminated with a 100 mW/cm2 light source fitted with a filter to match the spectral irradiance distribution with an air mass of 1.5. The results were compared to a cell produced using a doctor-bladed TiO2 layer using a commercially available paste which has a blend of anatase particles 20 nm and 450 nm. The printed layer had an area of 0.25 cm2 and an average thickness of 18 µm which was measured using a surface profiler. A comparison of the photoelectric performance between the two devices is shown in Figure 1 and Table 1.
Several studies have investigated the relationship between the thickness of the TiO2 layer and the conversion efficiency within DSSCs. The results vary significantly, with optimum film thickness reported from anywhere between 9.5 µm and 20 µm 33-39. Table 1 outlines the thicknesses of the TiO2 printed layers and the efficiencies. The thickness of the inkjet printed TiO2 is significantly less than the doctor bladed TiO2, resulting in a lower efficiency. Future work will investigate the use of organic binders within the ink formulation to increase the thickness of the inkjet printed layer.
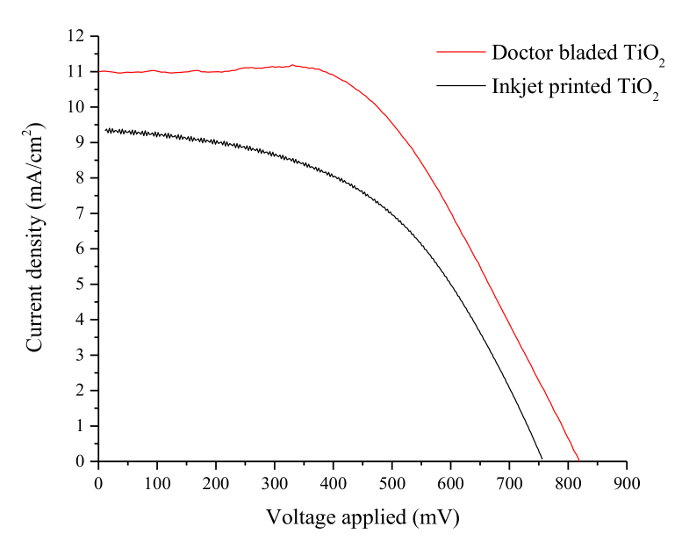
Figure 1. Performance Curves of DSSCs with Inkjet Printed and Doctor Bladed TiO2 Layers. Current-density/voltage curves for DSSCs incorporating an inkjet printed TiO2 layer and a doctor-bladed TiO2 layer. The short circuit current density in the device with the inkjet printed TiO2 layer is significantly lower than the device with the doctor bladed TiO2 layer resulting in a lower overall conversion efficiency. Please click here to view a larger version of this figure.
| Short circuit current | Open circuit voltage | Fill factor | Efficiency | Thickness | |
| (mA/cm2) | (mV) | ||||
| (%) | (µm) | ||||
| Inkjet printed | 9.42 | 760 | 0.49 | 3.5 | 2.6 |
| Doctor bladed | 11 | 756 | 0.58 | 4.8 | 18 |
Table 1. Key Performance Characteristics of the Cells in Figure 1. This table compares the key parameters of the solar cell including open circuit voltage (Voc), short circuit current (Isc) which determine the efficiency (η) under the specified light condition are presented. The parameters of a cell produced using a doctor-bladed TiO2 layer have also been included for comparison. The fill factors (FF) of both devices are quite low which is generally attributed to a high internal resistance within the cell.
