The characterized LED is shown in Figure 1. It is a white emitting LED with a Chip size of 1 x 1 mm2 and a partially ceramic luminescent color converter. Gluing the LED in a slightly slanted position onto a carbon fiber bar avoids CT artifacts caused by sample symmetry (Figure 2). Results of the CT measurement allow for planning the position of the cross section of the sample, and ensure electrical operability after partial abrasion (Figure 3 and Figure 4). The rendered volume allows for the localization of functional structures, especially the electrical contacts that are easily distinguishable due to the high atomic numbers of the corresponding metals (Au, Cu, Sn), which lead to high contrast in the underlying X-ray images. If the basic architecture of the LED package is known, the volumes occupied by the active region (i.e., light emitting chip), phosphors, Zener diode and over-molded optics are easily identified. For further preparation, the sample is embedded in epoxy resin (Figure 5). Electrical contacts are provided to allow operation of the LED. Subsequently, the sample surface is removed and the cross section is polished according to the planning by CT. The cross section is imaged in the LM. Simultaneous brightfield illumination and LED emission (Figure 6) allow for the visualization of the blue emission from the LED chip and different phosphor materials, together with the structural setup of this device. Here the light spreading in the different functional layers, as well as the conversion of blue to red and yellow photons can be localized visually. The overlay of the brightfield contrast shows the position of Au contacts and packaging materials like Si.
After sputter coating of the sample surface and transferring the CLEM sample holder to SEM, the ROI is imaged with BSE contrast (Figure 7). Electron microscopy in correlation with LM allows the following deductions: The red emitting phosphor (high contrast) is embedded in a matrix (low contrast, probably silicone), which also functions as adhesive for the ceramic yellow emitting conversion layer on top. Particle sizes and morphologies in the conversion layers can easily be recognized, and the homogeneity of the distribution of the red emitting material can also be assessed. This analysis additionally gives an estimate of the relative quantities of the two phosphors.
Correlating the information of both methods (Figure 8) links the functional behavior to the microstructure of the device in an additional ROI. Here, finally, the deductions made in the previous steps as related to the nature of the materials identified can be confirmed. By quantitative EDS measurements, the exact constituents of this LED package can easily be identified: viz. InGaN active region, CaAlSiN3:Eu red emitting phosphor and Y3Al5O12:Ce yellow emitting ceramic phosphor.
Figure 1. LED. LED used for characterization. Please click here to view a larger version of this figure.

Figure 2. Specimen prepared for CT. LED mounted on carbon fiber bar in slanted position. Please click here to view a larger version of this figure.
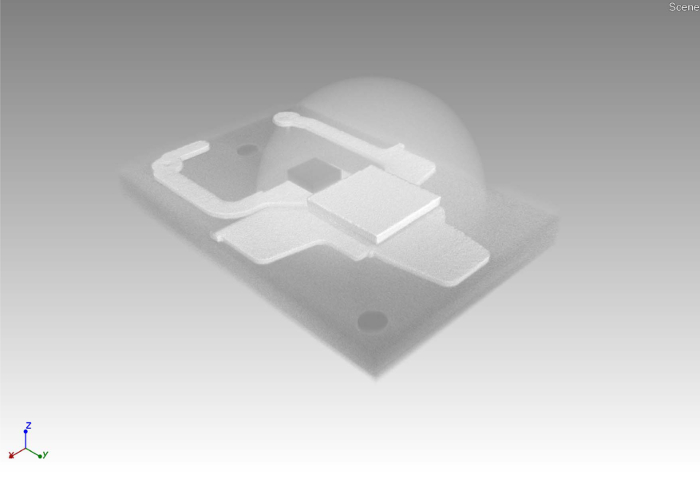
Figure 3. Rendered volume. Rendered volume as result of CT measurement. Scales may be estimated from the square ceramic phosphor platelet covering the light emitting chip, which is 1 mm x 1 mm in size. Please click here to view a larger version of this figure.
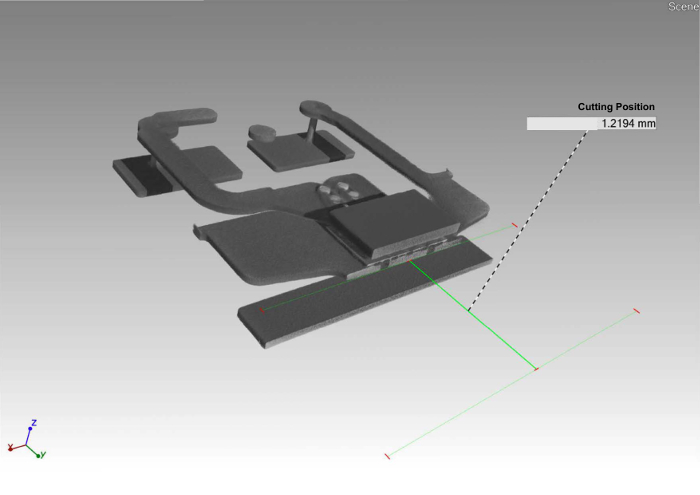
Figure 4. Planned cross section. Virtual planning of cross sections ensures electrical operability. Please click here to view a larger version of this figure.

Figure 5. Embedded sample. Sample embedded in epoxy resin with electrical contact wires. Please click here to view a larger version of this figure.
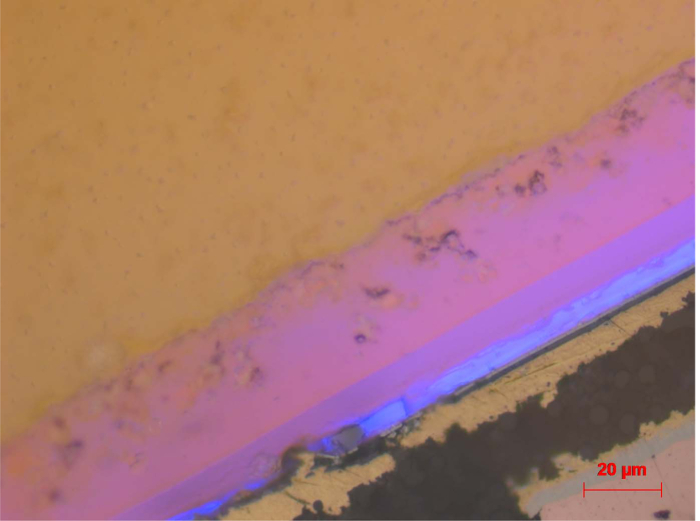
Figure 6. LM image of cross section. Cross section of lit up LED imaged with simultaneous bright field illumination. Scale bar is 20 µm. Please click here to view a larger version of this figure.
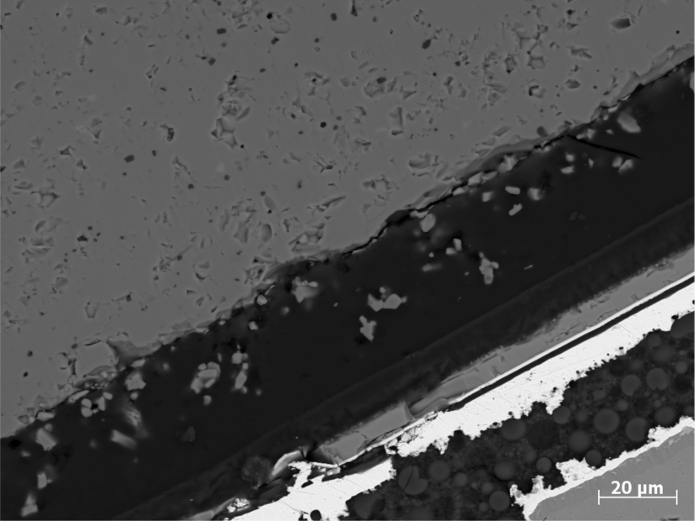
Figure 7. SEM image of cross section. BSE image of the same ROI as in Figure 6. Scale bar is 20 µm. Please click here to view a larger version of this figure.
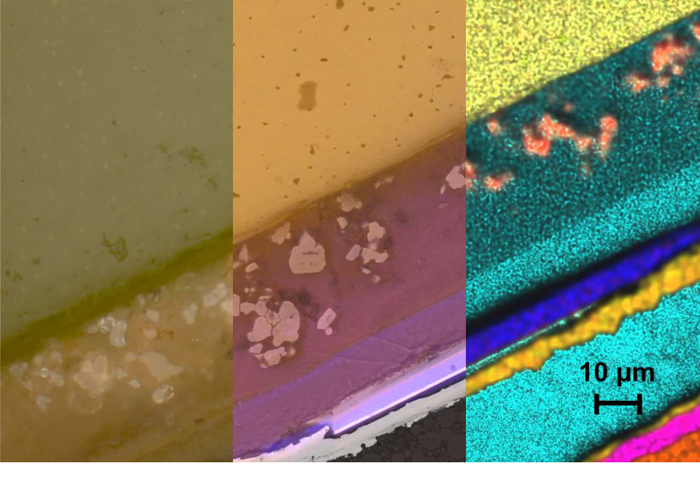
Figure 8. CLEM image of cross section. Overlay of LM and SEM images (from left to right): brightfield contrast in LM, Overlay of luminescence contrast (LM) and backscattered electrons (SEM) energy dispersive X-ray fluorescence mapping in SEM (Y light yellow, Al green, Ca red, Si turquoise, Ga blue, Au yellow, Ni pink, Cu brown). Scale bar is 10 µm. Please click here to view a larger version of this figure.
