Molecular beam epitaxy (MBE) is a versatile epitaxial thin film growth technique that employs an ultra-high vacuum environment with base pressures as low as 10-11 Torr to ensure low impurity incorporation in the grown film. The composition and growth rate of the epitaxially grown layers are determined by controlling the temperature of each effusion cell, and thus the evaporated flux of the various source materials. In the case of III-nitride epitaxy, the group III-elements (In, Al, Ga) are typically provided by effusion cells while the active nitrogen (N*) flux is provided by either an N2 plasma1,2 (RF plasma-assisted MBE: PAMBE or RFMBE) or ammonia (NH3-MBE).3,4 MBE growth is characterized by lower growth temperatures and sharper interfacial abruptness than other epitaxial growth techniques, such as metalorganic chemical vapor deposition.5 A schematic is shown in Figure 1.
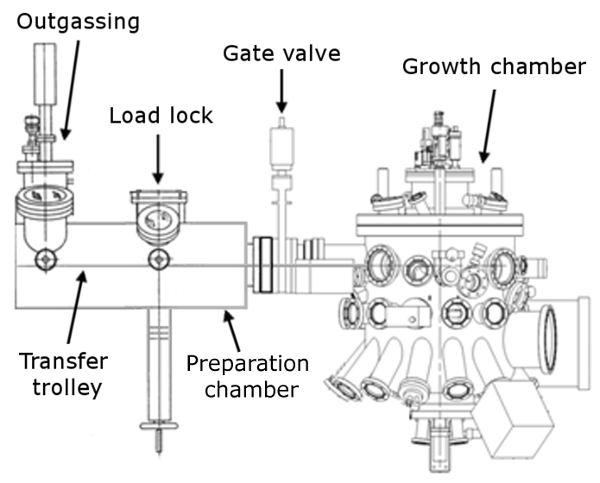
Figure 1: MBE system schematic. Schematic showing the load lock, transfer system, outgassing station and growth chamber. Please click here to view a larger version of this figure.
III-nitrides can be grown on substrates having a variety of crystal orientations. The most commonly used orientation is the Ga-polar c-plane, which allows the formation of a two-dimensional electron gas without doping by utilizing the difference in polarization between the barrier layer, typically AlGaN, and GaN channel. Various non-polar and semi-polar orientations of GaN have received significant attention for optoelectronics due to reduced polarization effects in the quantum wells,6,7 which also makes these orientations less desirable for HEMT applications. N-polar oriented devices are attractive for next-generation high-frequency HEMT operation due to several intrinsic advantages over conventional Ga-polar devices.8 The barrier layer in N-polar devices is grown beneath the GaN channel as shown in Figure 2, resulting in a natural back barrier that aids electrostatic control of the channel and reduces short channel effects, while allowing easier current access to the GaN channel and reducing contact resistance. The barrier can also be controlled separately from the channel, so that as the channel thickness is scaled down for high-frequency devices the barrier design can be modified to compensate for channel charge lost to Fermi level pinning effects.
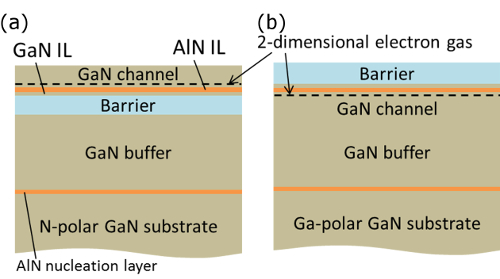
Figure 2: Epitaxial layer schematic. Layer structure of (a) an N-polar HEMT and (b) a Ga-polar HEMT for comparison. Please click here to view a larger version of this figure.
HEMTs used in high-speed, high-power amplifiers are normally grown on SiC substrates to take advantage of the high thermal conductivity of SiC. Low threading dislocation density freestanding GaN substrates can be employed to improve the electron mobility,9 thus improving the high-frequency performance. Following the growth of an AlN nucleation layer, a thick GaN buffer is grown to spatially separate the impurities at the regrowth interface from the HEMT channel and improve electrical isolation. Unlike other III-V materials, GaN grown by PAMBE typically needs growth conditions with a group-III/V ratio greater than 1, i.e., metal-rich conditions,10,11 in order to achieve a smooth surface morphology. InxAl1-xN is an alternative barrier material for III-nitride HEMTs, and has received significant attention recently because it can be grown lattice matched to GaN for x ≈ 0.18 and can generate over twice the channel charge relative to AlGaN barriers due its high spontaneous polarization.12-15 Unlike AlGaN barriers, Ga will incorporate preferentially to In in InAlN layers,16 thus care must be taken to ensure the surface is free of excess Ga after the Ga-rich GaN buffer layer growth and prior to InAlN growth.
Control of Ga on the surface can be accomplished by suppling a Ga flux slightly less than the flux required for Ga-droplet formation. However, this growth window is small, and insufficient Ga surface coverage will cause the surface morphology to degrade into plateau/trench morphology while excess Ga flux will result in Ga accumulation and macroscopic droplet formation.17 Reflection high-energy electron diffraction (RHEED) intensity can be used to monitor Ga accumulation and desorption. Ga surface coverage is indicated by a reduction in RHEED intensity, and any lag between closing the Ga (and N*) shutters and the initial increase in RHEED intensity indicates accumulation of Ga, as shown in Figure 3.
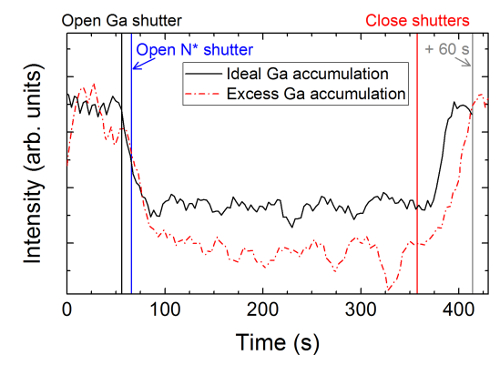
Figure 3: Monitoring Ga coverage with RHEED intensity. RHEED intensity signal measured from RHEED pattern acquired under rotation using triggered acquisition. Insufficient Ga flux is indicated by an immediate increase in intensity after closing the shutters (not shown). Saturated/ideal Ga coverage is indicated by a delay between shutter closure and abrupt RHEED brightening and excess Ga coverage in seen as both a delay in initial RHEED brightening as well as a more gradual intensity increase resulting in full intensity recovery taking longer than 60 s. Please click here to view a larger version of this figure.
Achieving high quality InAlN by PAMBE is complicated by the presence of lateral composition fluctuations, resulting in a "honeycomb" microstructure consisting of Al-rich domains surrounded by In-rich boundaries.18 Elimination of this microstructure is achieved by using a substrate temperature about 50 °C above the onset of In desorption,15,19,20 or approximately 630 °C for N-polar InAlN. In this high temperature growth regime, the InxAl1-xN composition is a strong function of substrate temperature, with higher temperatures resulting in lower In incorporation. The In flux can be increased to compensate for In lost to evaporation, although in practice the maximum In flux is limited by a reduction in incorporation efficiency with increasing In flux.21 In addition to reducing the substrate temperature or increasing the In flux, increasing the growth rate can also increase the In composition due to the "In burying effect", where incoming Al atoms trap In and prevent it from evaporating.21,22 Higher growth rates can be achieved by increasing the In and Al flux proportionally. To keep the growth conditions N-rich, the N* would need to be increased as well, which can be achieved by increasing the RF plasma power, increasing the N2 flow rate, improving the plasma chamber design, or increasing the aperture plate hole density.
Additional epitaxial layers in InAlN-based HEMTs include GaN and AlN interlayers (ILs) and a GaN channel. An AlN IL inserted between the barrier and channel can increase mobility µ as well as channel sheet charge density ns. The increase in mobility is attributed to reducing electron wave function overlap with the InAlN barrier and subsequent alloy scattering.9 To ensure high-quality growth of the AlN IL, an excess of Ga flux is supplied during growth to act as a surfactant. A GaN IL can be used between the AlN IL and barrier to further improve the mobility while reducing channel charge. The GaN channel can be grown at the same temperature as the InAlN barrier, allowing continuous growth from the barrier though the ILs and channel. Improved mobility has been obtained by interrupting growth after the AlN IL and increasing the growth temperature before growing the GaN channel. In this case a protective Ga surface coverage has to be maintained during the interrupt to prevent mobility degradation.
The following protocol applies specifically to InAlN-barrier HEMTs grown on N-polar GaN substrates. It can be directly extended to growth on C-polar 4H- or 6H-SiC substrates by including a 50 nm thick N-rich AlN layer.
X-ray diffraction (XRD) scans of InAlN thin films shown grown on N-polar GaN substrates in Figure 4(a) are single peaked both for 50 and 200-nm-thick films. The XRD scan of the 50 nm thick InAlN film exhibits Pendellösung fringes up to 15th order, indicating very high interfacial quality. The asymmetric reciprocal space map in Figure 4(b) shows that the 200 nm thick InAlN layer has the same q‖, and thus the same in-plane lattice constant as the GaN substrate, indicating fully coherent growth for a reasonably thick InAlN layer. The full width at half maximum (FWHM) in the q‖ direction is very close to the same for the InAlN layer and GaN substrate, suggesting that no additional dislocations or other structural defects have been introduced in the InAlN layer. The broadening of the InAlN layer in q⊥ is caused by limited coherence length broadening in the relatively thin InAlN layer.
The AFM images shown in Figure 5 compare two In0.18Al0.82N layers with similar composition grown at 500 °C and 630 °C. To achieve the same composition, the In/group-III flux ratio was increased from 0.18 at 500 °C to 0.47 at 630 °C. At the lower growth temperature, the surface indicates a quasi-3D growth mode, while steps are seen on the 630 °C sample, suggesting 2D step-flow growth. Transmission electron micrographs show elimination of the honeycomb morphology for In0.18Al0.82N samples grown at high temperature.19,20
XRD measurements of full N-polar InAlN-barrier HEMT structures grown on N-polar GaN substrates shown in Figure 6(a) agree well with XRD simulations. The simulations are sensitive to all of the various layers, and such agreement indicates both good interfacial quality and a high degree of control over the individual layer thicknesses. The AlN and GaN IL thicknesses were 1.4 and 1.5 nm, respectively. Hall effect measurements result in measured µ = 1,400 cm2/V∙sec, ns = 2.2 x 1013 cm2, and Rs = 200 Ω/□.
N-polarity for epitaxial layers grown on C-polar SiC and N-polar GaN substrates was confirmed by comparing the sheet resistance of test structures and full HEMT structures. Samples having only an InAlN layer grown on GaN or GaN/AlN buffer layer were highly resistive, indicating the absence of a two-dimensional electron gas. Samples with a GaN channel on top of the InAlN layer show a low sheet resistance from 170-300 Ω/□ and evidence of a two-dimensional electron gas in Hall measurements, confirming N-polar orientation.
Based on initial materials characterization, samples may be processed into HEMT devices. The first stage of processing involves depositing the Ti/Al/Ni/Au (20/100/10/50 nm) Ohmic contacts by e-beam evaporation and annealing at 750 °C for 30 sec under N2 ambient, followed by device isolation using a Cl2/BCl3/Ar inductively-coupled plasma etch. The source-drain spacing for the devices discussed here is 5 µm. At this point several process monitoring structures can be electrically tested, including linear and circular transfer length measurement patterns for sheet and contact resistance and Hall effect patterns for channel charge density and mobility. Selected samples are then processed for full HEMT structures by depositing 1 µm long, 150 µm wide Pt/Au gates. HEMTs with the epitaxial structure described above grown on an N-polar GaN substrate and fabricated with Pt/Au Schottky gates show excellent dc characteristics, with a maximum current of 1.5 A/mm (for a 5 µm source-drain spacing and unoptimized contacts) and a threshold voltage of -1.6 V, as shown in Figure 6.
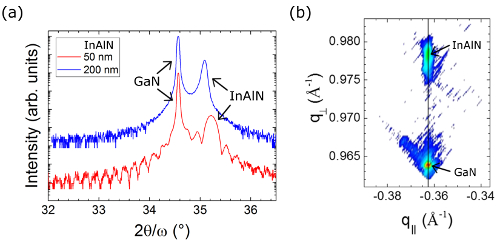
Figure 4: XRD of InAlN thin films. (a) 2θ/ω XRD diffraction scans of 50 nm and 200 nm thick InAlN thin films grown on freestanding N-polar substrates and (b) an XRD reciprocal space map about the reflection, showing the 200 nm thick InAlN layer has the same q‖ coordinate and is thus coherent to the GaN substrate. Please click here to view a larger version of this figure.

Figure 5: AFM of InAlN thin films. AFM micrographs of In0.18Al0.82N samples grown at (a) 500 °C with an In/group-III ratio of 0.18 and (b) 630 °C with a In/group-III ratio of 0.47. Please click here to view a larger version of this figure.

Figure. 6: XRD and device results of an InAlN HEMT. (a) XRD ω/2θ scan about the 0002 reflection of a full N-polar InAlN HEMT structure grown on an N-polar GaN substrate with inset layer thicknesses used to generate the XRD simulation. (b) HEMT transfer curve and (c) IV curves for the same device in (a) processed with a Pt/Au Schottky gate. Please click here to view a larger version of this figure.
